Заклинивший подшипник может проворачиваться на валу, постепенно стирая его на доли миллиметров. Если его сразу не поменять, то в дальнейшем новый подшипник уже не встанет, поэтому потребуется наращивание прохудившегося вала. Обычно это делают электросваркой и потом обрабатывают деталь на токарном станке. В том случае, когда такой способ неприемлемый, можно воспользоваться методом электроискровой микросварки.

Материалы и инструменты:
- наждачная бумага;
- кусок электрода d3 мм без покрытия;
- дрель;
- источник питания 10-15В, 5-10А;
- фиксатор цилиндрических соединений.
В качестве источника питания может применяться трансформатор, зарядное устройство для автомобильного аккумулятора или сварочный инвертор на минимальных настройках. Применение последнего менее желательно, поскольку зачастую его мощности даже на самых слабых настройках будет слишком много.

Наплавление вала

После демонтажа подшипника необходимо провести шлифовку вала в месте наращивания.

Далее проводится замер диаметра для определения необходимой высоты наварки металла.

Небольшой отрезок сварочного электрода.
Удаляем покрытие, выпрямляем и шлифуем до блеска.

Зажимаем в патроне электрической дрели или шуруповерта.

К нему сбоку подсоединяется провод от источника питания. Полярность не имеет значения. Его можно закрепить зажимом крокодил или просто намотать. Второй провод от источника питания закрепляется на валу. Его следует фиксировать на малозначимом месте, которое можно немного повредить наплавлением.
На источник питания подается напряжение, после этого запускается дрель. Вращающийся электрод с зафиксированным проводом прикладывается к валу в месте наращивания. В результате происходит процесс микросварки. Металл из электрода направляется на вал. Это происходит очень медленно и тонким слоем. Проводя электродом по валу без пропусков за один слой можно наложить примерно 0,05-0,1 мм толщины.



После наварки каждый слой необходимо отшлифовать наждачной бумагой, чтобы убрать шлак. Слои накладываются повторно, пока вал не приобретет необходимую толщину. Таким образом, даже при незначительном износе в 1 мм придется накладывать как минимум 10 слоев.


Восстановив необходимую толщину и повторно прошлифовав вал наждачкой, наносится фиксатор цилиндрических соединений.


Сверху насаживается подшипник.


Жидкий фиксатор заполнит все поры в наваренном металле и щель между валом и подшипником. После застывания он обеспечит очень хорошую дополнительную фиксацию. Благодаря этому обойма нового подшипника уже не будет проворачиваться, а станет ровно без люфта.
Смотрите видео
Оптовые цены на запчасти и инструмент для ВСЕХ на TexnoMag.ru + доставка по РФ от 99 руб.
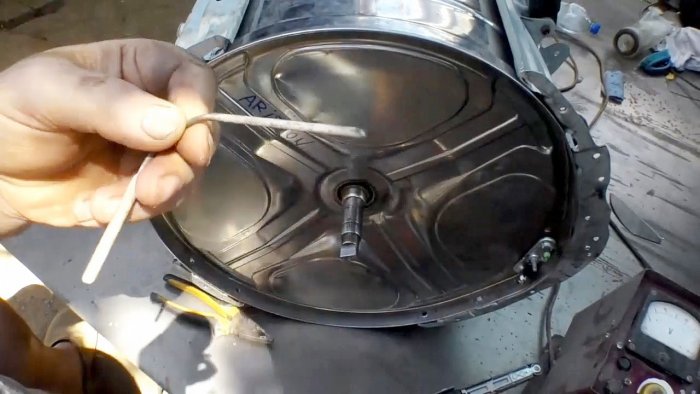
Выработка на валу в месте посадки внутреннего подшипника (Индезит)
Добрый день коллеги! В ремонте два бака, одному из них всего 3 года, о втором не знаю, уточню позже. У обоих после сборки замечен люфт, шум и биение.. Поле тщательного обследования, выявил, что проблема на самом валу, место посадки внутреннего подшипника частично стерто… Производитель вообще в жажде наживы и прибыли сокращает срок службы машинки в разы?! Ранее таких случаев не было.. Вопрос в том, кто как с этим борется? Я о локализации проблемы. а не замене крестовины или бака. Пробовал кто-нибудь сотрудничать с токарями, или какими то другими способами устранять эту проблему?
Решение
Заказал в инете автокернер, только им и пользуюсь

Ответы 14
Надёжнее конечно будет денег токарю отнести, сколько раз так уже делал -возвратов не было — drag_diller 8 фев
Мне кажется можно даже без сварки, сточить нижнюю часть вала, и запрессовать втулку нужного размера. Хотя это уже дело токаря.. Я думаю, наверно нет смысла использовать холодную сварку для фиксации внутреннего кольца подшипника на валу? — genyfild 7 фев

Собирать всё это конечно ,дотягивать через шкив болтом но не оборвав его
Нужно чутьё везде..!! — user5258 7 фев
извиняюсь за товтологию — Sabaev 8 фев
«Ты на что намекаеш -царская морда»
Cабаев какой там клей до железа .
Согласен ,рбота аппарата сдесь зависит от точной сборки .
Да и пришла новая хрестовина на ЛЖ и то подшипники пролетали (люфт не большой )
Сервисниками общался .подкернивают .!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! — user5258 8 фев
Юра ты шо такой агрессивный? клей , да клей ну что поделаешь валвтулочный специальный помимо кернения — Sabaev 8 фев
это дело конечно — Sabaev 8 фев
Сабаев попытаюсь найти такой клей и добавить в арсенал ..спасиб — user5258 8 фев
автомобильные магазины, или у стошников спроси — Sabaev 8 фев
Loctite 660 как вариант. Проверено лично. — LЁXA 8 фев
Ваш ответ +1
Регистрация: 02.08.2008
Тюмень
Сообщений: 154
После ремонта насоса кама при притирке щёток обнаружил что внешняя обойма прокручивается в пос месте с небольшой скоростью из способов устранения:
1.Накернить пос место- возможен выс подьём металла подшипник не встанет на своё м-то.
2.Подложить тонкую фольгу м-ду обоймой и пос местом- не факт что подшипник влезет.
3.Обработать спец составом LOCTITE-50мл.-1800 деревом ремонт теряет смысл по фин соображениям.
- Посадить на быструю эпоксидку-трудности при посл возможной разборке узла.
 Помогите (советом) кто как делает в подобных случаях!
Помогите (советом) кто как делает в подобных случаях!
 Помогите (советом) кто как делает в подобных случаях!
Помогите (советом) кто как делает в подобных случаях!Регистрация: 29.10.2005
Томск
Сообщений: 9117
ТЭИ написал :
1.Накернить пос место- возможен выс подьём металла подшипник не встанет на своё м-то.
Куда он денется супротив киянки. Еще можно облудить внешнюю обойму подшипника.
Регистрация: 04.02.2008
Киев
Сообщений: 4298
ТЭИ написал :
1.Накернить пос место- возможен выс подьём металла подшипник не встанет на своё м-то.
самое то, в своё время так делах на ступицах ТАЗа-05го и всё было ОК!
Регистрация: 08.03.2006
Новосибирск
Сообщений: 1556
Есть ещё такой способ — вместо штатного подшипника поставить меньший по диаметру, и запрессовать туда выточенную обойму(втулку).
Регистрация: 13.02.2006
Красногорск
Сообщений: 938
Service-man написал :
и запрессовать туда выточенную обойму(втулку)
либо резиновый вкладыш (уплотнитель) подшипника.
Регистрация: 29.04.2008
Москва
Сообщений: 657
Есть еще один способ.Берется стандартный подшипник.Зажимается с 2-х сторон листами железа или старыми рессорами и прокатывается м/у ними.Предварительно к листам подключают сварочный на малый ток.Происходит точечное наплавление металла.Очень надежно и просто, правда сам еще не пробовал только читал и видел картинки.
Регистрация: 02.06.2009
Омск
Сообщений: 1541
Если посадочное место не критично разбито, а зазор десятки миллиметра (т.е. особо ничего не вставишь), обычно задний подшипник не сильно оборотистого инструмента, где нет резинового колпачка, то два варианта. Несколько слоев клея (типа старый желтый Момент), последовательно наносить после высыхания. Если подшипник ложится в алюминий, можно попробовать плотно посадить на ФУМ ленту (с подбором направления вращения ).
).
Регистрация: 08.03.2006
Новосибирск
Сообщений: 1556
Если честно ко всяким подкладываниям и подматываниям изоленты и фольги — отношусь негативно. Видел много плохих последствий такого кустарного подхода.
Регистрация: 22.08.2008
Киров
Сообщений: 170
Сваркой на малом токе , медным многожильным проводом поводить по подшибнику , лишнее убрать напильником
Регистрация: 22.12.2005
Сыктывкар
Сообщений: 4207
ТЭИ написал :
Посадить на быструю эпоксидку-трудности при посл возможной разборке узла.
имхо самый простой вариант , если очень опасаетесь за проблемы с разборкой — можно взять анаэробный герметик для труб, в кр случае обычный силиконовый герметик.
Регистрация: 29.10.2005
Сообщений: 1361
2ТЭИ
Винт написал :
Есть еще один способ.Берется стандартный подшипник.Зажимается с 2-х сторон листами железа или старыми рессорами и прокатывается м/у ними.Предварительно к листам подключают сварочный на малый ток.Происходит точечное наплавление металла.Очень надежно и просто, правда сам еще не пробовал только читал и видел картинки.Владимир С написал :
Сваркой на малом токе , медным многожильным проводом поводить по подшибнику , лишнее убрать напильником
Люди упомянули действенный метод неоднократно применяемый на предприятии где я работал. Там таким образом решались вопросы пролетов посадочных размеров колонок для пресс-форм. Напай меди способ надежный и простой если не пользоваться сварочным аппаратом и рессорами. Возьмите просто медный провод закрепите его на клеймах аккумулятора от авто, и закорачивая вал с подшипником, пройдитесь по всей поверхности посадочного места. Образовавшийся наплав на подшипнике доведите надфилем. Надфилем не переусердствуйте. Медь мягкий материал, и излишки вытянет при запресовке.
Регистрация: 02.08.2008
Тюмень
Сообщений: 154
Парни! Всем огромное СПАССИБА! за советы: отчитываюсь свой проблемс решил так: оччень аккуратно накернил посадочное маленьким зубильцем,намазал обойму эпоксидкой секунда не всю а в четыре полосы и всё это лёгкими ударами деревянного молотка загнал на место результат- обойма перестала прокручиваться очень понравился способ с омеднением обоймы в следующий раз им воспользуюсь!
Регистрация: 29.10.2005
Москва
Сообщений: 92
Хм………. есть спец химия… для разбитых посадочных мест подшипников…. По моему DonDeal, в принце у всех более менее фирм он есть как бы
Регистрация: 02.08.2008
Тюмень
Сообщений: 154
Конечно! Как Вам спецхимия LOCTITE 50 мл-1500р? Русские-гораздо умнее иностранцев потому что их решения дёшевы и надёжны!
Администратор
Регистрация: 13.03.2006
Москва
Сообщений: 28086
ТЭИ написал :
для разбитых посадочных мест подшипников…. По моему DonDeal,ТЭИ написал :
Конечно! Как Вам спецхимия LOCTITE 50 мл-1500р?
А пройтись поиском прежде чем отвечать было сложно…
— 245.50 руб…
ТЭИ написал :
Русские-гораздо умнее иностранцев потому что их решения дёшевы и надёжны!
На счёт дешевизны, безспорно… А вот на счёт остального…
Викторыч написал :
Еще можно облудить внешнюю обойму подшипника.Винт написал :
.Берется стандартный подшипник.Зажимается с 2-х сторон листами железа или старыми рессорами и прокатывается м/у ними.Предварительно к листам подключают сварочный на малый ток.Происходит точечное наплавление металла.kluchnik написал :
Несколько слоев клея (типа старый желтый Момент), последовательно наносить после высыхания. Если подшипник ложится в алюминий, можно попробовать плотно посадить на ФУМ ленту (с подбором направления вращения
Эти методы по определению вызывают смещение подшипника по отношению к первоначальному положению…
Если точность и надёжность посадки подшипника важна, этот метод —
Service-man написал :
Есть ещё такой способ — вместо штатного подшипника поставить меньший по диаметру, и запрессовать туда выточенную обойму(втулку).
единственно верный.
Регистрация: 20.12.2009
Балаково
Сообщений: 1094
Есть ещё один способ, намазать место посадки и соответствующую поверхность подшипника насыщенным солевым раствором. Дать испариться воде. Соль кристализируется и впивается в сопряжённые поверхности намертво
Администратор
Регистрация: 13.03.2006
Москва
Сообщений: 28086
Vorjag написал :
Соль кристализируется и впивается в сопряжённые поверхности намертво
И постепенно корродирует всё соприкасющееся с солью…
Регистрация: 20.12.2009
Балаково
Сообщений: 1094
Alex___dr написал :
И постепенно корродирует всё соприкасющееся с солью…
Поверхностная коррозия, в этом случае, только увеличивает сцепные свойства. К тому времени как действия глубокой коррозии скажутся на узле всё устройство уже придёт в негодность. Проверенно ещё нашими дедами
По крайней мере пылесос, вылеченный подобным образом, уже лет 5 как живёт в гараже и умирать не собирается…
Администратор
Регистрация: 13.03.2006
Москва
Сообщений: 28086
2Vorjag а заодно (со временем…) увеличит сцепные свойства шариков с дорожками…
ТЭИ написал :
После ремонта насоса кама
В данном конкретном узле повышенная влажность гарантирована.
Vorjag написал :
Проверенно ещё нашими дедами
А так же дедами проверена соха, коловорот, двуручная пила… А на дворе уже ХХI век…
Регистрация: 20.12.2009
Балаково
Сообщений: 1094
Alex___dr написал :
А так же дедами проверена соха, коловорот, двуручная пила… А на дворе уже ХХI век…
Электродвигатель тоже не наши сыны изобрели, и даже не в прошлом веке, а лет эдок 150 тому назад…не противно в руки брать-то?
А описанный мною способ применяется ещё для фиксации слегка просаженных знаков в теле прссформ. Условия эксплуатации — давление около 140 кг. на кв. см. и температура под 200 г. и следов всепожирающей коррозии на рабочих поверхностях не наблюдается, к Вашему сожалению
Регистрация: 20.12.2009
Балаково
Сообщений: 1094
Кстати, есть ещё один способ фиксации чего-либо в посадочном месте, тоже дедовский и уж извините…опять соль ))
Тот-же насыщенный солевой раствор, но на сей раз им замешивают сухую горчицу до состояния кашицы. Полученной смесью смазывают сопрягаемые поверхности, а не шарики с дорожками (в случае с подшипниками) .
Запрессовывают на место и в тёплое местечко на пару деньков, чтоб вода испарилась.
Но у этого способа есть один минус — полученное соединение потом кувалдой не разъединить…
А вы говорите:
Alex___dr написал :
Цитата:Сообщение от ТЭИ
Русские-гораздо умнее иностранцев потому что их решения дёшевы и надёжны!
На счёт дешевизны, безспорно… А вот на счёт остального…
Администратор
Регистрация: 13.03.2006
Москва
Сообщений: 28086
Vorjag написал :
А описанный мною способ применяется ещё для фиксации слегка просаженных знаков в теле прссформ.
У нас это считается браком, и делается заново.
Vorjag написал :
и следов всепожирающей коррозии на рабочих поверхностях не наблюдается, к Вашему сожалению
Какая сталь у Вас на знаки идёт?
Регистрация: 20.12.2009
Балаково
Сообщений: 1094
Alex___dr написал :
У нас это считается браком, и делается заново.
Яж не сказал, что при изготовлении пф. Ессно при ремонте, как временная мера. Но на практике эта «временная мера» достаточно долго служит…
Alex___dr написал :
Какая сталь у Вас на знаки идёт?
В марках стали не силён, мягко говоря (но могу узнать, если это принципиально)…с ремонтом сталкивался, но не с изготовлением. Единственное что могу сказать, что сами знаки твёрже, чем тело и хромированные. Но не нержавейка.
Администратор
Регистрация: 13.03.2006
Москва
Сообщений: 28086
Vorjag написал :
.с ремонтом сталкивался, но не с изготовлением.
А я и с изготовлением и с ремонтом… Как фрезеровщик естественно… У нас знаки делаются из 9ХС, 40Х13, 95Х18… (две последние марки нержавейка…)
Vorjag написал :
Единственное что могу сказать, что сами знаки твёрже, чем тело и хромированные.Vorjag написал :
Условия эксплуатации — давление около 140 кг. на кв. см. и температура под 200 г. и следов всепожирающей коррозии на рабочих поверхностях не наблюдается,
Потому и не наблюдается, что условий нет… Какая может быть влажность при 200*С… Да и хром этому способствует…
Регистрация: 20.12.2009
Балаково
Сообщений: 1094
Alex___dr написал :
Какая может быть влажность при 200*С
А чистят пф у Вас как? У нас в электролитических ваннах. Влажности там за глаза я думаю будет. И если пф после чистки не качественно продули то налётом ржавчены она покрывается будь здоров как. Да и у знаков хромируют только рабочую поверхность, если не ошибаюсь, а не посадочную…а само тело пф не хромируется уж точно. Я работал на ремонтном уч-ке первого уровня, т.е. непосредственно в производственном цехе, а не в цехе где делают оснастку и проводят капитальный ремонт. И на вырубных штампах мы тоже таким образом производили мелкий ремонт…ну не видел я там никакого критического окисления, хоть тресни.
Администратор
Регистрация: 13.03.2006
Москва
Сообщений: 28086
Vorjag написал :
А чистят пф у Вас как? У нас в электролитических ваннах. Влажности там за глаза я думаю будет. И если пф после чистки не качественно продули то налётом ржавчены она покрывается будь здоров как.
С этим не знаком, термопласт-автоматы в другом корпусе…
Vorjag написал :
Да и у знаков хромируют только рабочую поверхность, если не ошибаюсь, а не посадочную…
Проще весь покрыть, чем выборочно…
Регистрация: 20.12.2009
Балаково
Сообщений: 1094
Alex___dr написал :
Проще весь покрыть, чем выборочно…
Специально посмотрю, при случае (щас там не работаю) и сфоткаю… А насчёт проще — несомненно
Регистрация: 20.12.2009
Балаково
Сообщений: 1094
Vorjag написал :
С этим не знаком, термопласт-автоматы в другом корпусе…
У нас резинотехническое пр-во. Пф пачкаются очень быстро в отличие от термопласта.
Да и не всё время они в прессах торчат при 200*с, а ещё и хранятся на складе между постановками… Так что влажность должна присутствовать по идее.
Зазор где-то 0.05-.1 мм судя по штангелю.
Подшипник (D62мм) болтается.
Лечили подобное Локтайт 660 — вал/втулочный анаэробный фиксатор для зазоров до 0,5мм.
Например предыдущий ремонт (был провален вал электродвигателя Ф60 под подшипником сотки на четыре) прожил у нас 1,5 сезона и похоже прожил-бы и дольше, еслиб излишняя смазка не сгубила — слесарь пластичной смазки нашприцевал и при -28цельсия похоже опять кольцо подшипника провернуло… до зазора в 0,4мм.
Вобщем накернили по кругу и опять на этот локтайт собрали чтоб сезон доработать.
Кстати шкив этого двигителя, тоже посаженный на локтайт ввиду болтанки/зазора в посадке в две сотки на ф55 удалось снять только приложив усилие около 14 тонн.
Изменено 25.01.2010 13:03 пользователем Chernyshov

-
#2
Способ то хорош, я и сам таким пользуюсь часто но шрус должен свободно входить в обойму подшипника, а люфт насколько я вижу остался и скорей всего он во втулках, просто после сборки они не встали пока на место да и старый подшипник явно мёртвый был…
-
#3
Ещё может ступица на шлицах люфтит
-
#4
Люфт,конечно,полностью не убрать.Нужно довести до минимального.Я сомневаюсь,что вал в обойме должен свободно ходить.Зачем тогда подшипник нужен? Поставили бы бронзовые втулки и пусть он там скользит.А он именно скользил в подшипнике.На видео видно.

-
#5
Поэтому и используется радиально-упорный двухрядный шариковый подшипник. Не должно быть плотной посадки для такого подшипника, это относится не только к квадру

-
#6
И сколько интересно они проходят?
-
#7
И сколько интересно они проходят?
На cf500 так делал.Тысячу уже прошёл.Если вырезать из войлока типа сальники, пропитать маслом и снаружи поставить то ещё лучше будет.А если маслёнку поставить,что б между подшипниками шприцевать,то совсем хорошо.
-
#8
Ребят, видео недоступно а тема ой как интересна. Опишите кто знает в двух словах, что там за способ-то?