Есть проблемы с 3D печатью? Ознакомьтесь с нашим руководством по всем распространенным проблемам 3D-печати и их решениям. Мы постарались охватить как можно больше различных неприятных ситуаций, который возникают во время печати.
Замечательно, что ваш 3D-принтер способен хорошо печатать. Но у всех нас были такие ужасные моменты, когда, казалось бы, простая модель просто отказывается печататься.
У нас было довольно много проблем печати. Итак, непосредственно из нашего опыта устранения неполадок с 3D-принтерами мы собрали, как мы надеемся, наиболее полное руководство по диагностике и устранению распространенных проблем 3D-печати.
Проблемы, связанные с адгезией к рабочему столу, неисправными поддержками и т.п., не являются уникальными для FDM. 3D-печать SLA тоже подвержена подобным проблемам. Мы будем расширять это руководство, чтобы показать доступность настольной FDM печати, предлагая советы по устранению неполадок.
Содержание
- Закончился пластик
- Сопло слишком близко к столу принтера
- Забитое сопло
- Печатающая голова выходит за пределы рабочей области печати принтера
- Обрыв пластика
- Задир на пластике
- Прекратилась подача пластика в процессе печати
- Пластик не прилипает к рабочему столу
- Поддержка рухнула
- Плохой первый слой
- Слоновья нога
- Загиб краев модели
- Заполнение выглядит грязным и неполным
- Разрывы между заполнением и внешней стеной
- Заполнение просвечивается через стенки
- Трещины в высоких моделях
- Сдвиг слоев
- Пропуск слоев
- Наклоненные слои вместо вертикальных
- Дефекты на свесах
- Основание после поддержек выглядит плохо
- Модель выглядит неправильно
- Проблемы с печатью мелких деталей
- Рябь и эхо (звон) на стенках
- Диагональные швы на стенках
- Чрезмерная экструзия
- Недостаточная экструзия
- Модель выглядит оплавленной и деформированной
- Провалы и отверстия на верхнем слое
- Паутина между вертикальными стенами
- Размеры модели не соответствуют заявленным
- Смещение печати в некоторых местах
- Дефекты мостов
- Модель не снимается со стола
ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: ПРИНТЕР НЕ ПЕЧАТАЕТ
Как ни старайся, филамент не выдавливается из хотэнда. Возможные причины такого типа проблем 3D-печати многочисленны.
1. Закончился пластик

В чем проблема?
Принтер не печатает модель была настроена в слайсере правильно, но при всех попытках печати выходит немного филамента из сопла и подача пластика прекращается. Возможно, печать начинается нормально, но в какой-то момент подача пластика прекращается, но принтер продолжает перемещать сопло.
Что является причиной этой проблемы?
Это очевидная проблема, которую нельзя пропустить на многих принтерах, таких как PRUSA i3, где катушка филамента на виду. Но на других принтерах, таких как серии Bizon 2, Ultimaker итп проблема не всегда очевидна. А них катушка с филаментом находится внутри принтера или спрятана за ним.
Данная проблема связана с отсутствием филамента.
Конечно, некоторые принтеры оснащены датчиками, которые передают данные в программное обеспечение и сигнализируют о проблемах подачи пластика. Однако нам всем нравится переделывать и использовать нашу собственную кастомную прошивку или стороннее программное обеспечение, и они не всегда обладают таким функционалом. Кроме того, существуют принтеры, которые просто не оснащены такими датчиками и не могут сообщить о проблеме.
Во всех случаях, особенно с экструзионными системами в стиле Боудена, вам нужно будет извлечь немного оставшейся нити и затем подать новую.
Устранение неполадки
Посмотрите на катушку с пластиком и проверьте, не осталось ли еще филамента. Если нет, установите новую катушку. Это просто.
Чек-лист решения этой проблемы
- Проверьте катушку с нитью
2. Сопло слишком близко к столу принтера

В чем проблема?
Это выглядит странно, но не смотря на наличие филамента и движение сопла, пластик на столе не остается.
Что является причиной этой проблемы?
Проще говоря, ваше сопло находится слишком близко к рабочему столу принтера. Если Вы настроили слишком маленькое расстояние от сопла до стола, то стол препятствует выдавливанию нити. В лучшем случае, пластика не будет только на первом слое, но будет большая вероятность, что на последующем пластик не прилипнет. В худшем, нить скопится в хотэнде, перегреется и образует непроходимую пробку
Устранение неполадки
Небольшое увеличение высоты сопла часто может помочь. Большинство 3D-принтеров в своих системных настройках позволят вам установить смещение по оси Z. Чтобы поднять сопло от печатной поверхности, вам нужно увеличить смещение до положительного значения. Это также работает и в обратном направлении, с отрицательным смещением, помогающим устранить проблему плохого прилипания пластика к поверхности.
Но будьте осторожны, слишком большое смещение, и пластик не будет прилипать к столу.
В качестве альтернативы, если ваш принтер позволяет это сделать, вы можете добиться того же эффекта, опустив сам рабочий стол принтера. Однако это более проблематичное решение, поскольку оно требует повторной калибровки и выравнивания.
Чек-лист решения этой проблемы
- Настройка смещения оси Z
- Опускание стола
3. Забитое сопло

В чем проблема?
Вы запускаете задание на печать, но как бы ни пытались, из сопла ничего не выходит. Извлечение нити и повторная установка не помогают.
Что является причиной этой проблемы?
Небольшой кусок филамента остается в сопле после замены катушек. Когда новая нить заправлена, кусок старой нити, оставшийся в сопле, не позволяет проталкивать новую нить.
Небольшое техническое обслуживание принтера может значительно снизить вероятность возникновения таких проблем. Фактически, вы можете обнаружить, что еще до того, как появляется засор, внутри вашего сопла находится обугленный кусочек старого филамента. Он может находиться там неделями или даже месяцами не давая о себе знать, но будут небольшие признаки в качестве вашей печати.
Эти признаки часто упускаются из виду; например, небольшие зазубрины на наружных стенах, небольшие темные пятна или небольшие изменения качества печати между моделями. Эти недостатки часто просто объясняются небольшими ожиданиями от качества 3D-принтеров, но на самом деле проблема может быть куда серьезнее. Метод очистки, известный как «Атомная вытяжка» или «Холодная вытяжка» (о котором мы подробно расскажем ниже), может помочь в этом.
Эта проблема может появиться, например, если будете часто переходить с PLA на ABS. Небольшое количество PLA остается в сопле и нагревается выше своей нормальной температуры плавления. Это может означать, что PLA будет обугливаться и гореть.
Точно так же при переходе с ABS на Nylon, вы снова увидите что-то подобное.
Устранение неполадки
Очистка иглой
Если вам повезет, очистка засора может быть быстрым и легким процессом. Начните с удаления нити. Затем с помощью панели управления вашего принтера (если она есть) выберите настройку «нагрев сопла» и увеличьте температуру плавления застрявшей нити. Либо подключите принтер к компьютеру, на котором имеется совместимое управляющее программное обеспечение (например, Lulzbot и их ответвление Cura) и нагрейте сопло. Например, для PLA установите температуру равной 220 C. Когда форсунка достигнет нужной температуры, используйте маленький штифт, специальное сверло, иглу или зубочистку, чтобы очистить отверстие (будьте осторожны, не обожгите пальцы). Если ваше сопло 0,4 мм, тогда вам нужен штифт меньшего размера; хорошо подойдет комплект для прочистки сопел аэрографа.
Проталкивание старой нити
Если вы обнаружите, что сопло заблокировано, вы можете протолкнуть нить с помощью еще другого куска нити. Начните с удаления филамента, как раньше, а затем снимите трубку подачи с печатающей головки. Нагрейте хотэнд до 220 ° С для PLA, а затем, с помощью другого куска нити, протолкните его сверху, чтобы попытаться вытолкнуть оставшийся в сопле пластик. Дополнительное давление, которое вы можете оказать вручную, может прочистить сопло.
Замените сопло
В крайних случаях, когда сопло остается заблокировано, вам нужно будет сделать небольшую операцию и демонтировать это сопло. Начните с удаления филамента из хотэнда, затем посмотрите инструкцию вашего принтера, чтобы точно узнать, как демонтировать сопло.
Чек-лист решения этой проблемы
- Нагреть насадку и почистить иглой
- Снять трубку подачи и попробовать протолкнуть пластик с помощью другого куска пластика
- Демонтируйте хотэнд и посмотрите, сможете ли вы устранить засор
- Попробуйте Атомную вытяжку (Холодную вытяжку)
Качественные и недорогие сопла для 3d-принтера можно купить в нашем магазине.
4. Печатающая голова выходит за пределы рабочей области печати принтера

В чем проблема?
Не заметить это сложно. Сильный шум обратит внимание на наличие проблемы.
Когда печатающая головка не попадает в стол, а также достигает предела положения X или Y, когда головка пытается выйти за пределы своей крайней точки, шум будет создаваться через проскальзывающие ремни, шестерни или головку, пытающуюся разорвать боковую часть принтера и уехать за его пределы.
Маловероятно, что вашему принтеру удастся произвести печать в таком состоянии. И хотя это легко исправить, это не та проблема, которую можно пропустить или решить позже.
Что является причиной этой проблемы?
Неправильная конфигурация, неправильный выбор принтера или сломанные концевики — все это общие проблемы.
Если проблема проявляется у нового принтера, то, скорее всего, что-то не так с конфигурацией. Запустите процесс установки еще раз и убедитесь, что у вас установлена правильная версия прошивки для вашего принтера.
Случайный выбор неправильного принтера из выпадающего списка в вашем слайсере может быть частой причиной этой проблемы 3D-печати. Например, попытка печати на Ultimaker Go с использованием настроек для Ultimaker 2.
Когда настраиваете принтер, убедитесь, что вы указали правильный объем печати в прошивке принтера. Если принтер считает, что его поле печати больше, чем на самом деле, он попытается использовать его, даже если это не так.
Если с вашим принтером все в порядке и проблема возникает внезапно, начните с проверки настроек слайсера. Что-то может быть сброшено или изменено обновлением! Для слайсера обычно, либо вернуться к настройкам по умолчанию, либо автоматически выбрать последнюю версию принтера, даже если это не та версия, которую вы используете в настоящий момент.
И если все остальное выглядит правильным, возможно, один из ваших концевиков в принтере перестал работать.
Устранение неполадки
ПРОВЕРЬТЕ ПРАВИЛЬНОСТЬ ПРИНТЕРА В СЛАЙСЕРЕ.
Прежде чем что-либо предпринять, убедитесь, что в вашем слайсере выбран правильный принтер. Все принтеры отличаются друг от друга, поэтому, даже если рабочий стол двух принтеров одинаков, маловероятно, что другие размеры и настройки будут точно совпадать.
ОБНОВЛЕНИЕ ПРОШИВКИ
Если вы только что приобрели принтер, и эта проблема возникает, убедитесь, что у вас установлена последняя версия прошивки. После обновления запустите процесс установки и проверьте правильность всех настроек, особенно в отношении размера области печати.
ПРОВЕРЬТЕ КОНЦЕВИКИ
Это займет немного больше усилий для диагностики. Смотрите движение печатающей головки. Если она пытается пройти за крайнюю точку одной из своих осей, убедитесь, что концевик не отсоединен. Если все выглядит нормально (и ни один из вышеперечисленных шагов не устранил проблему), то следующим шагом будет замена концевиков проблемной оси новыми.
Чек-лист решения этой проблемы
- Проверьте настройки принтера в слайсере
- Обновите прошивку принтера
- Проверьте концевики
5. Обрыв пластика

В чем проблема?
Катушка с пластиком выглядит полной и в трубке подачи пластик тоже имеется, но из сопла ничего не выходит. Это проблема больше относится к принтерам с Боуден-подачей, чем с директом, так как нить скрыта в трубке, что мешает сразу определить в чем дело.
Что является причиной этой проблемы?
В основном, причиной обрыва филамента является старый или дешевый пластик. Хотя большинство пластиков, таких как PLA и ABS, служат долго. Но если они находятся в неправильных условиях, например под прямыми солнечными лучами, они могут стать хрупкими.
Другой проблемой является диаметр нити, который может варьироваться в зависимости от производителя и партии. Иногда, если натяжитель экструдера слишком тугой, под давлением может случиться разрыв в тонком месте.
Устранение неполадки
УДАЛИТЕ ФИЛАМЕНТ
Первое, что нужно сделать, это удалить пластик из принтера обычным способом. В случае Ultimaker выберите «Обслуживание и замена материала». Поскольку нить, как правило, разрывается внутри трубки подачи, вам необходимо удалить трубку как из экструдера, так и из шланга хотэнда. Затем нагрейте сопло и вытяните оставшийся в хотэнде пластик.
ПОПРОБУЙТЕ ДРУГОЙ ПЛАСТИК
Если после повторной загрузки филамента проблема повторяется, используйте другой пластик (другой тип или другого производителя), чтобы проверить наличие проблемы в самой катушке.
ОСЛАБЬТЕ ПРИЖИМ ЭКСТРУДЕРА
Если новый филамент порвался, убедитесь, что прижимной ролика экструдера не слишком туг, ослабив его, вплоть до проскальзывания подающей шестерни.
ПРОВЕРЬТЕ СОПЛО
Убедитесь, что сопло не засорено, при необходимости, почистите.
ПРОВЕРЬТЕ ПОДАЧУ И ТЕМПЕРАТУРУ
Если проблема не устраняется, убедитесь, что хотэнд нагревается и достигает нужной температуры. Также убедитесь, что скорость потока нити на уровне 100% и не выше.
Чек-лист решения этой проблемы
- Убедитесь, что нить не застряла
- Проверьте диаметр нити
- Отрегулируйте прижим в экструдере
- Убедитесь, что хотэнд чист и достигает правильной температуры.
- Установите скорость потока до 100%
6. Задир на пластике

В чем проблема?
Задир или проскальзывание филамента может произойти в любой момент печати и с любым пластиком. В результате нить не выталкивается из хотэнда, что приводит к резкому завершению печати.
Что является причиной этой проблемы?
Засорение, ослабление прижима в экструдере, неправильная температура хотэнда — это лишь некоторые из распространенных причин, но обычно их легко исправить. Результатом проблемы является то, что подающая шестерня в экструдере не может тянуть или проталкивать нить через принтер. Двигатель вращает шестерню с маленькими зубьями, которые обычно захватывают и проталкивают нить через систему. Но вместо этого изнашивают ее, когда теряется сцепление и шестерня проскальзывает по филаменту.
Устранение неполадки
ПРОТОЛКНИТЕ НИТЬ ВРУЧНУЮ
Если пластик только начал проскальзывать, вы можете определить это по звуку от экструдера и появлению пластиковой стружки. Слегка надавите на нить, чтобы она прошла через экструдер. Обычно это решает проблему.
ОТРЕГУЛИРУЙТЕ ПРИЖИМ В ЭКСТРУДЕРЕ
Начните с ослабления прижимного ролика, вставьте нить и затяните ролик, пока она не перестанет проскальзывать. Филаменты различаются по диаметру, прижим будет поглощать некоторую разницу в диаметре, но для некоторых пластиков потребуется точная регулировка.
ИЗВЛЕКИТЕ НИТЬ
В большинстве случаев вам нужно будет извлечь и заменить пластик, а затем подать его обратно через систему. Как только пластик будет извлечен, обрежьте его ниже области, которая проскальзывает и снова подайте его в систему. Если пластик сломался, попробуйте еще раз, и если он снова сломается, и вы обнаружите, что филамент кажется хрупким, выбросьте его и используйте другой.
ПРОВЕРЬТЕ ТЕМПЕРАТУРУ ХОТЭНДА
Если вы только что вставили новый филамент, но снова возникла проблема, проверьте правильность температуры сопла.
Чек-лист решения этой проблемы
- Протолкните пруток вручную
- Отрегулируйте прижим в экструдере
- Извлеките филамент
- Проверьте температуру сопла
Кстати, купить пластик для 3D-принтеров вы можете в нашем онлайн магазине. Есть весь ассортимент, начиная от PLA и заканчивая экзотикой, например WOOD.
ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: ПЕЧАТЬ НЕ УДАЛАСЬ
Все выглядело великолепно, но по какой-то необъяснимой причине печать не удалась. Филамент не прилипал к столу или просто перестал выдавливаться.
7. Прекратилась подача пластика в процессе печати

В чем проблема?
Иногда, по любой из многих причин, из хотенда перестает подаваться пластик.
Что является причиной этой проблемы?
Как правило, эта проблема 3D-печати связана с двумя частями процесса печати: либо что-то не так с подачей пластика, либо проблема с самим хотендом/соплом. Это может быть такой простой случай, как закончившийся пластик. На некоторых принтерах катушка закрыта и сразу это не обнаружить. Или может быть слабый прижим подающей шестерни в экструдере, что привело к прекращению подачи пластика..
В качестве альтернативы, у вас может быть закупорка в вашем хотэнде, мешающая прохождению пластика.
Устранение неполадки
УБЕДИТЕСЬ, ЧТО ПЛАСТИК НЕ ЗАКОНЧИЛСЯ
Немного очевидно, но даже у лучших из нас есть кратковременные провалы в концентрации. Многие слайсеры теперь дают оценку материала для ваших моделей, и судя по весу вашей катушки с нитью и сколько на ней осталось пластика, вы можете предположить, достаточно ли нити для завершения печати.
ПРОВЕРЬТЕ, НЕТ ЛИ ЗАДИРА
Задир нити и проскальзывание шестерни может привести к остановке печати на полпути и может быть вызван множеством проблем. Ознакомьтесь с нашим советом по устранению неполадок, связанных с задиром нити.
ПРОВЕРЬТЕ, НЕ ЗАСОРИЛОСЬ ЛИ СОПЛО
Сопло, закупоренное старым обуглившимся филаментом, может вызвать несколько различных проблем с печатью, одна из которых заключается в прекращении подачи пластика. Ознакомьтесь с нашим советом по устранению засора сопла.
ПРОВЕРЬТЕ НАЛИЧИЕ РАЗРЫВА ФИЛАМЕНТА
Проблема, которая в основном затрагивает экструдер Боуден, приводит к разрыву нити между экструдером и хотэндом. К счастью, это легко диагностировать и исправить, но это может быть признаком того, что ваш пластик испорчен. Ознакомьтесь с нашим советом по устранению неполадок, связанных разрывом филамента.
Чек-лист решения этой проблемы
- Убедитесь, что у вас достаточно нити
- Проверьте филамент на задиры
- Проверьте сопло на предмет закупорки
- Убедитесь, что филамент не лопнул
8. Пластик не прилипает к рабочему столу

В чем проблема?
Отсутствие адгезии, является распространенной проблемой, которую обычно относительно легко решить.
К сожалению, пластик может оторваться от рабочего стола принтера практически в любое время, от первого слоя до последнего, что особенно бесит.
Конечно, это не всегда проблема самого принтера, и если вы пытались напечатать модель, которая имеет лишь небольшое количество контактов с платформой, то, несомненно, это будет проблемой. Представьте, что вы пытаетесь напечатать автомобиль, и единственный контакт модели с платформой печати — это колеса. Вряд ли это можно печатать без какого-либо усиления адгезии или дополнительной подложки.
Т.к. эта проблема очень распространена, есть много простых способов ее решить.
Что является причиной этой проблемы?
Наиболее распространенной причиной является то, что пластик просто не приклеивается к поверхности печатной платформы. Для прилипания нити требуется текстурированная основа, поэтому для решения этой проблемы вам потребуется создать более качественную рабочую поверхность.
Неровная платформа печати может быть еще одной серьезной проблемой. Если платформа неровная, то для некоторых частей модели сопло будет далеко от стола.
Сбитая калибровка также может быть серьезной проблемой, с течением времени расстояние между соплом и столом может увеличиваться до момента, в который начальный слой перестает прилипать.
Во всех случаях вы можете увидеть спагетти из пластика над вашей наполовину сформированной моделью, просто спагетти или части вашей модели, усеянные вокруг печатной платформы.
Устранение неполадки
ДОБАВЛЕНИЕ ТЕКСТУРЫ
Чтобы усилить прилипание пластика, вам нужно добавить еще один материал, чтобы дать текстуру печатному столу. Наиболее распространенным решением является нанесение тонкого слоя клея на платформу для печати, который затем можно легко смыть горячей водой. Другой альтернативой для PLA является добавление малярной ленты. Для пластиков, которым требуется нагретая платформа от 40º и выше, в настоящее время доступны различные специальные термостойкие клейкие ленты.
ВЫРОВНЯЙТЕ РАБОЧИЙ СТОЛ
Каждый принтер имеет свой процесс выравнивания рабочего стола, некоторые, например, последние Lulzbots используют чрезвычайно надежную систему автоматического выравнивания, другие, такие как Ultimaker, имеют удобный пошаговый способ, который проведет вас через процесс настройки. Посмотрите руководство по эксплуатации вашего принтера, чтобы узнать, как выровнять стол вашего принтера..
ОТРЕГУЛИРУЙТЕ ВЫСОТУ СОПЛА
Если сопло слишком высоко, нить не будет прилипать к столу, слишком низко, и сопло фактически начнет соскребать поверхность. Найдите параметр смещения по оси Z в настройках принтера и внесите небольшие изменения — в положительное положение, чтобы поднять сопло от стола, и в отрицательное, чтобы опустить его ближе.
ОЧИСТИТЕ СТОЛ
Если вы печатаете на таком материале, как стекло, то полезно чистить его, особенно если вы часто наносите клей. Отпечатки пальцев и чрезмерное накопление отложений клея — все это может привести к нелипкости печатной поверхности.
НАНЕСЕНИЕ АДГЕЗИИ НА СТОЛ
Некоторые модели будут печататься без полей, но мелкие предметы и те, которые имеют небольшую опорную поверхность в контакте с платформой, требуют определенного типа адгезии со столом. Их можно добавить в вашем слайсере — ищите «Брим» и «Плот».
Brim добавит один слой с указанным количеством линий периметра, выходящих из того места, где ваша модель соприкасается с печатным столом; это наименее расточительный из двух, и, по нашему опыту, это лучший вариант, при условии, что вы готовы использовать нож, чтобы обрезать края.
Плот добавляет сплошную опорную основу к вашей печати. В зависимости от параметров, которые вы укажете, вы получите основу разного размера и толщины. Ваша модель затем поверх этого как обычно. Плоты имеют тенденцию создавать грубую, неприятную поверхность где они касаются вашей модели, и используют больше материала, чем Брим. Преимущество плота, однако, заключается в возможности просто отсоединить деталь.
ДОБАВЛЕНИЕ ПОДДЕРЖКИ
Помимо добавления адгезии на печатном столе, если ваша модель имеет сложные выступы или края, обязательно добавьте поддержки, чтобы удерживать нависающие части во время процесса печати.
Чек-лист решения этой проблемы
- Добавить текстуру
- Выровняйте стол
- Отрегулируйте высоту сопла
- Очистите рабочую поверхность
- Примените дополнительные настройки слайсера для адгезии
- Добавьте поддержки
9. Поддержка рухнула

В чем проблема?
Печать сложных моделей потребует использования поддержек, и хотя поддержки могут быть трудными для удаления, к сожалению, они являются важной частью моделирования.
Работа поддержки проста, она поддерживает нависающие части, но иногда она портится во время печати..
Мало того, что опоры выходят из строя, но дополнительная нить, не прилипшая к поддержке, разрушает вашу модель, а не обеспечивает правильную печать.
Что является причиной этой проблемы?
Структуры поддержки являются сложными вещами, и большинство программ слайсинга предоставляют вам несколько вариантов. Слишком легко придерживаться настроек по умолчанию, но это не гарантирует успешной печати. Важным фактором является тип поддержки, который будет поддерживать вашу модель на всем протяжении печати.
Линии и зигзаги, как правило, легко удаляются после завершения печати, но обеспечивают меньшую жесткость в процессе. Треугольники и сетки предлагают больше поддержки, но могут быть более трудноудалимыми.
Возьмите простую мостовую конструкцию с тонкими стойками, а затем подумайте о поддержках. У них будет много работы, чтобы сохранить жесткость модели. Если вы выбрали линии или зигзаги, то, скорее всего, модель будет двигаться во время процесса печати, ломая при этом тонкие поддержки.
Жесткая структура, такая как сетка, была бы лучшим вариантом.
Некоторые слайсеры позволяют печатать поддержки без привязки к столу. Если применить их, то небольшая площадь поддержки будет сложнее прилипать непосредственно к рабочей поверхности..
Часто в высоких моделях длина поддержек может быть чрезмерной, а тонкая конструкция просто выдвигается до предела. В этих случаях важно, чтобы вы учитывали создание физической поддержки, такой как блок. Под большими свесами они могут добавить надежную поддержку.
Поддержки могут создать реальные проблемы для удаления, поэтому существует тенденция снижать их плотность до минимума. Это, конечно, может вызвать проблемы, если поддержки несут значительную нагрузку. В таком случае, вам потребуется увеличить плотность поддержки.
Еще одной проблемой может быть старая или низкокачественная нить: вы можете обнаружить, что пластик может недостаточно связываться слой за слоем, или экструзия неопрятна и треснута, что приводит к поломке поддержек.
Наконец, следите за печатью вашего принтера. Если принтер движется или вибрирует сильнее, чем обычно, проверьте гайки и болты и просто убедитесь, что все плотно затянуто. После того, как вы пройдете все обычные проверки, обязательно запустите процесс калибровки.
Устранение неполадки
ВЫБОР ПРАВИЛЬНОГО ТИПА ПОДДЕРЖЕК
Посмотрите на тип модели, которую вы собираетесь напечатать — если есть большие выступы, которые соединяют участки модели, и они имеют хороший контакт с платформой, попробуйте использовать линии или зигзагообразные поддержки. Если модель имеет меньший контакт с поверхностью или нуждается в более прочных поддержках, используйте решетку или треугольник.
ДОБАВЛЕНИЕ АДГЕЗИИ К ПЛАТФОРМЕ
Убедитесь, что вы добавили средства дополнительной адгезии с платформой, например, брим, чтобы у поддержек было достаточно основания для крепления.
УВЕЛИЧЕНИЕ ПЛОТНОСТИ ПОДДЕРЖКИ
Попробуйте это в крайнем случае. Увеличение плотности поддержки даст более плотную структуру, и на нее будет меньше влиять любое движение модели, но ее будет намного сложнее удалить.
СОЗДАНИЕ ПОДДЕРЖЕК В САМОЙ МОДЕЛИ
Чрезмерно высокие поддержки могут быть подвержены слабости. Добавив высокий блок в качестве части вашей модели, который заканчивается чуть ниже того места, где требуются поддержки, вы можете дать поддержкам прочную основу без необходимости печатать высокую и слабую.
ЗАМЕНА НИТИ НАКАЛА
Филамент может стать хрупким по мере того, как он достигает конца своего срока службы, и это обычно сказывается на качестве поддержек. Поменяйте пластик на свежий и посмотрите, решится ли проблема.
ПРОВЕРЬТЕ ЖЕСТКОСТЬ ПРИНТЕРА
Тряска и раскачивание принтера могут быть реальной проблемой. Убедитесь, что все плотно и откалибруйте стол при необходимости.
Чек-лист решения этой проблемы
- Используйте правильный тип поддержки
- Добавьте дополнительные средства адгезии
- Увеличьте плотность поддержек
- Добавьте поддержку в саму модель
- Используйте новый пластик
- Проверьте жесткость конструкции принтера
ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: МОЙ ОТПЕЧАТОК ВЫГЛЯДИТ ПЛОХО
Печать успешно закончена, но боги 3D-печати хмурились на вашу уродливую модель. Вот проблемы 3D-печати, которые могут быть причиной.
10. Плохой первый слой

В чем проблема?
Первые слои модели часто могут оказаться проблематичными. Это может быть связано с тем, что пластик просто не прилипает (о чем мы говорили в другом разделе, посвященном устранению неполадок при 3D-печати), или вы обнаружите нежелательные линии, из-за которых нижняя оболочка выглядит некрасиво. Кроме того, любые мелкие детали в нижней части вашей модели могут перерасти в размытие с небольшим подобием изначального дизайна модели.
Что является причиной этой проблемы?
Эти проблемы 3D-печати являются типичными признаками того, что рабочий стол не был выровнен должным образом. Если сопло находится слишком далеко от стола, нижняя поверхность часто содержит нежелательные линии и / или первый слой не прилипает. Если сопло слишком близко, могут появиться наплывы.
Устранение неполадки
Каждый принтер имеет свой процесс выравнивания рабочего стола, некоторые, например, последние Lulzbots используют чрезвычайно надежную систему автоматического выравнивания, другие, такие как Ultimaker, имеют удобный пошаговый способ, который проведет вас через процесс настройки.
Чек-лист решения этой проблемы
-
Выровняйте рабочий стол принтера
11. «Слоновья нога»

В чем проблема?
Основа модели слегка выпуклая наружу, эффект, также известный как «нога слона»
Что является причиной этой проблемы?
Этот неуклюжий дефект печати может быть вызван тем, что вес остальной части модели давит на нижнюю часть, прежде чем она должным образом охладится до твердого состояния — это особенно актуально, если в вашем принтере есть подогрев стола.
Устранение неполадки
БАЛАНС ТЕМПЕРАТУРЫ СТОЛА И ОБДУВА МОДЕЛИ
Чтобы слоновья нога не появлялась на ваших 3D-принтах, базовые слои модели должны быть достаточно охлаждены, чтобы они могли выдержать вышеописанную структуру. Однако, применив слишком много охлаждения, вы рискуете деформировать базовые слои. Правильно подобрать баланс может быть непросто, начните с понижения температуры стола с интервалами в 5 градусов (в пределах +/- 20 градусов от рекомендуемой температуры). Если толщина основания модели установлена на 0,6 мм, тогда запустите вентилятор на немного меньшей высоте.
НАСТРОЙКА УРОВНЯ СТОЛА
Чаще всего большинство проблем с печатью связаны с настройкой уровня рабочего стола. У каждого принтера есть немного различная техника для выравнивания стола. Начните с калибровки в соответствии с рекомендацией производителя вашего принтера.
Попробуйте напечатать калибровочный куб и посмотрите, как принтер укладывает пластик на поверхность. Распечатав куб, вы легко сможете увидеть, находится ли ваш стол на одном уровне и насколько равномерно (или нет) слои модели укладываются на него.
Точно так же вы сможете увидеть, находится ли сопло слишком близко к столу или слишком высоко.
ПОДНИМИТЕ СОПЛО
Часто может помочь лишь небольшое увеличение высоты сопла, но будьте осторожны, слишком высоко, и пластик не прилипнет к платформе.
СНЯТИЕ ФАСКИ С ОСНОВАНИЯ
Другой вариант — снять фаску с основания вашей модели. Конечно, это возможно только в том случае, если вы разработали модель самостоятельно или имеете доступ к исходному файлу. Начните с фаски 5 мм и 45 °, но немного поэкспериментируйте, чтобы получить лучший результат.
Чек-лист решения этой проблемы
- Сбалансировать температуру стола и скорость вращения вентилятора модели
- Выровняйте стол
- Проверьте высоту сопла
- Сделайте на модели фаску
12. Загиб краев модели

В чем проблема?
У основания модели края загибаются вверх. Это также может привести к появлению горизонтальных трещин в верхних частях и к тому, что модель отклеится от стола.
Что является причиной этой проблемы?
Проблема распространена, поскольку она вызвана естественной характеристикой пластика. Когда нить ABS или PLA охлаждается, она начинает слегка сжиматься; проблема деформации возникает, если пластик охлаждается слишком быстро.
Устранение неполадки
ИСПОЛЬЗУЙТЕ ПЛАТФОРМУ С ПОДОГРЕВОМ
Самое простое решение — использовать подогрев стола для печати и установить температуру чуть ниже точки плавления пластика. Это называется «температурой стеклования». Если вы получите правильную температуру, тогда первый слой останется ровным. Температура стола часто устанавливается слайсером. Как правило, рекомендуемая температура для вашего пластика указана на боковой стороне упаковки или на катушке.
НАНЕСИТЕ КЛЕЙ НА ПОВЕРХНОСТЬ СТОЛА
Если вы по-прежнему обнаруживаете, что модель приподнимается по краям, равномерно нанесите небольшое количество клея на стол, чтобы увеличить адгезию.
ПОПРОБУЙТЕ ДРУГОЙ ТИП ПОВЕРХНОСТИ
Замените свой стол на тот, который обеспечивает лучшую адгезию. Производители, такие как Lulzbot, используют печатную поверхность PEI (полиэфиримид), которая обеспечивает отличную адгезию без клея. XYZPrinting поставляет текстурированную ленту в коробке с некоторыми из своих принтеров. 3D-принтеры Zortrax имеют перфорированный стол для печати, модели привариваются к этой поверхности, полностью устраняя проблему.
ВЫРОВНЯЙТЕ СТОЛ
Калибровка стола может быть еще одной причиной. Пройдите процедуру калибровки, чтобы убедиться, что поверхность находится на одном уровне, а высота сопла правильная.
УВЕЛИЧЕНИЕ ПЯТНА КОНТАКТА
Увеличение пятна контакта между моделью и столом легко сделать, в большинстве слайсеров есть соответствующие настройки.
ОТРЕГУЛИРУЙТЕ ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ ТЕМПЕРАТУРЫ
Если ничего не помогает, вам нужно взглянуть на расширенные настройки печати как на принтере, так и в слайсере. Попробуйте увеличить температуру стола с шагом 5 градусов.
В слайсере обратите внимание на охлаждение модели, обычно оно устанавливается таким образом, чтобы охлаждающие вентиляторы переключались на полную мощность на высоте около 0,5 мм, попробуйте увеличить это значение до 0,75, чтобы дать базовым слоям немного больше времени для естественного охлаждения.
Даже если у вашего принтера есть подогрев стола для печати, всегда рекомендуется использовать клей и регулярно калибровать уровень.
Чек-лист решения этой проблемы
- Используйте подогрев стола
- Добавьте клей на стол
- Поменяйте стекло на специальную поверхность
- Откалибруйте стол
- Добавьте дополнительные элементы для адгезии
- Отрегулируйте заранее температуру и настройки вентилятора
13. Заполнение выглядит грязным и неполным

В чем проблема?
Внутренняя структура вашей модели отсутствует или повреждена.
Что является причиной этой проблемы?
Есть несколько причин для дефектов заполнения. Наиболее распространенными являются неправильные настройки слайсера, но это также может быть связано со слегка засоренным соплом.
Устранение неполадки
ПРОВЕРЬТЕ ПЛОТНОСТЬ ЗАПОЛНЕНИЯ
В вашем слайсере проверьте плотность заполнения. Значение около 20% является нормальным; меньше, и вы, вероятно, будете иметь проблемы. Для больших моделей вы можете увеличить это значение, чтобы модель имела достаточную поддержку изнутри.
УМЕНЬШИТЕ СКОРОСТЬ ЗАПОЛНЕНИЯ
Скорость, с которой печатается заполнение, может существенно повлиять на качество конструкции. Если заполнение выглядит тонким и имеет разрывы, уменьшите скорость печати заполнения.
ИЗМЕНЕНИЕ ШАБЛОНА ЗАПОЛНЕНИЯ
Большинство слайсеров позволяют вам изменять внутреннюю структуру. Вы можете использовать сетку или треугольник, соты и многое другое. Попробуйте выбрать другой вариант.
ПРОВЕРЬТЕ СОПЛО
Возможно, что в сопле есть небольшой засор. Хотя он может не влиять на печать более толстых наружных стен, но для внутренней структуры меньше поток.
Чек-лист решения этой проблемы
- Проверьте и отрегулируйте плотность заполнения
- Уменьшить скорость заполнения
- Попробуйте другой шаблон заполнения
- Проверьте свое сопло на наличие засоров
14. Разрывы между заполнением и внешней стеной

В чем проблема?
Когда вы смотрите сверху или снизу на модель, вы можете увидеть небольшой зазор между заполнением и стенами внешнего периметра.
Что является причиной этой проблемы?
Раньше пропуски между периметром и верхними слоями были распространенной проблемой, но, поскольку точность принтера повысилась, а поддержка различных материалов расширилась, теперь это не такая большая проблема, как раньше.
Однако новая волна передовых материалов более капризна, чем PLA и ABS, и мы начинаем видеть небольшое возрождение проблемы.
Зазоры вызваны линиями, используемыми для заполнения и наружных стен, которые не совсем сходятся и не склеиваются. Это одна из самых простых вещей в этом списке для исправления.
Наиболее очевидная причина проблемы заключается в том, что перекрытие заполнения не установлено или установлено на ноль. Это означает, что слайсер говорит принтеру не допускать соприкосновения двух частей модели.
Другой проблемой может быть порядок, в котором вы установили заполнение и внешние стены для печати. Если вы сначала распечатываете периметр, то, как правило, небольшое или полное перекрытие может позволить решить проблему.
Устранение неполадки
ПРОВЕРЬТЕ ПЕРЕКРЫТИЕ ЗАПОЛНЕНИЯ
Это, безусловно, самая распространенная проблема, и ее действительно легко решить. В вашем слайсере найдите параметр «Заполнение наложением» и увеличьте значение.
- В Cura по умолчанию это 15%. Поднимите до 30%.
- В Simplify3D вы найдете эту опцию в «Изменить параметры процесса> Заполнение> Наложение контура». Снова увеличьте значение. Этот параметр напрямую связан с шириной экструзии, поэтому значение в % будет составлять % от любой ширины экструзии. При настройке этого параметра всегда держите его ниже 50%, иначе появятся нежелательные эффекты перекрытия по внешнему периметру вашего отпечатка.
ПЕЧАТЬ ЗАПОЛНЕНИЯ РАНЬШЕ ПЕРИМЕТРА
Если вы печатаете с относительно тонкой внешней стенкой, структура заполнения может просвечивать. Если это произойдет, вы можете изменить порядок, в котором принтер устанавливает слои заполнения и периметра.
ПОВЫШЕНИЕ ТЕМПЕРАТУРЫ ХОТЭНДА
Некоторые из самых современных материалов, таких как XT-CF20, более чувствительны к температуре, когда речь идет о растекании, благодаря углеродным волокнам, которые составляют часть их структуры. При печати с использованием этих материалов вы можете обнаружить, что незначительное увеличение температуры хотэнда на 5-10º имеет значение.
УМЕНЬШЕНИЕ СКОРОСТИ ПЕЧАТИ
Вы можете поторопиться получить модель, но печать на более высоких скоростях может вызвать всевозможные проблемы, если принтер не откалиброван идеально. Если вам все же требуется быстрая печать, вы все равно можете избежать разрывов, уменьшив скорость печати верхнего слоя.
Чек-лист решения этой проблемы
- Проверьте перекрытие заполнения
- Печатайте заполнение раньше периметра
- Увеличьте температуру хотэнда
- Уменьшите скорость печати
15. Заполнение просвечивается через стенки

В чем проблема?
Результат печати выглядит хорошо, но структуру заполнения можно увидеть сквозь стену модели.
Что является причиной этой проблемы?
Проблема с просветом возникает из-за того, что заполнение накладывается на периметр. Этот эффект наиболее заметен, когда у вашей модели тонкие стенки. Проблема вызвана структурой заполнения, перекрывающейся с линией периметра. Хотя этот эффект является проблемой, на самом деле это важная часть процесса печати, поскольку он помогает эффективно связать внутреннюю структуру с внешними стенами. К счастью, это очень легко преодолеть.
Другая причина появления этого деффекта может быть в том, что вы установили неправильную толщину стенки в зависимости от размера используемого сопла. В нормальных условиях печати толщина стенки должна быть напрямую связана с размером сопла, поэтому, если у вас сопло 0,4 мм, толщина стенки должна быть кратна этому: 0,4, 0,8, 1,2 и т. Д.
Устранение неполадки
ПРОВЕРЬТЕ ТОЛЩИНУ СТЕНОК
Убедитесь, что значение, выбранное для толщины стенок, кратно размеру сопла.
УВЕЛИЧЕНИЕ ТОЛЩИНЫ СТЕНОК
Самое простое решение — увеличить толщину стенок. Удвоенный размер должен скрывать любое перекрытие, вызванное заполнением.
ИСПОЛЬЗУЙТЕ ЗАПОЛНЕНИЕ ПОСЛЕ ПЕРИМЕТРА
Большинство слайсеров позволят вам активировать печать заполнения после периметра.
В Cura откройте «Настройки эксперта» и в разделе «Заполнение» поставьте галочку рядом с «Печать заполнения после периметра».
В Simply3D нажмите «Изменить параметры процесса», затем выберите «Слой» и в разделе «Настройки слоя» выберите «Снаружи» рядом с «Контурным направлением».
ПРОВЕРЬТЕ СТОЛ ПРИНТЕРА
Проверьте модель, и если вы видите, что эффект более заметен с одной стороны, чем с другой, проблема может быть связана с калибровкой. Если это так, выполните обычный процесс калибровки.
НАСТРОЙКА ПЕЧАТИ СТЕНОК
В зависимости от типа модели, которую вы печатаете, вы можете использовать внутренний и внешний порядок печати стенок. Если вам нужна высококачественная печать с хорошим качеством поверхности, где фактическая прочность модели не важна, выберите печать снаружи. Однако если прочность печати имеет первостепенное значение, выберите «Печать изнутри наружу» и удвойте толщину стенки.
Причина разницы в силе заключается в том, что при печати из внешнего источника вы устраняете небольшое перекрытие, которое вызывает проблему ореолов, но это также означает, что фактическая структура не создаст такую же силу связи между внутренними и внешняя структура из-за отсутствия перекрытия.
Чек-лист решения этой проблемы
- Проверьте толщину стен
- Увеличьте толщину стен
- Печатайте заполнение после периметра
- Проверьте стол принтера и при необходимости откалибруйте
- Настройте печать стенок
16. Трещины в высоких моделях

В чем проблема?
По бокам есть трещины, особенно на более высоких моделях. Это может быть одной из самых удивительных проблем в 3D-печати, поскольку они проявляются в больших моделях, и обычно, вы не замечаете момента их появления.
Что является причиной этой проблемы?
В верхних слоях модели материал остывает быстрее. Тепло от подогрева стола не достигает такой высоты, и поэтому адгезия в верхних слоях ниже.
Устранение неполадки
ТЕМПЕРАТУРА ХОТЭНДА
Начните с увеличения температуры хотэнда; для начала ее можно поднять на 10ºC. На боковой стороне коробки с филаментом вы увидите рабочие температуры хотэнда, попробуйте сохранить регулировку температуры в пределах этих значений.
ОБДУВ МОДЕЛИ
Проверьте обдув модели, убедитесь, что он включен и нацелен на модель. Если он есть, попробуйте уменьшить поток воздуха.
Чек-лист решения этой проблемы
- Проверьте температуру хотэнда и поднимите ее с интервалами в 10 градусов
- Проверьте положение и скорость обдува модели
17. Сдвиг слоев

В чем проблема?
По мере формирования модели возникают некоторые проблемы с качеством. Посмотрите модель поближе, и вы увидите, что слои не выровнены так, как должны. Посмотрите на внутреннюю структуру поддержки, и снова какой-то сдвиг. Наружная стена, вместо того, чтобы быть гладкой, имеет небольшие выступы. Скорее всего проблема касается печати только в одном направлении; спереди назад или слева направо.
Что является причиной этой проблемы?
Со временем детали вашего 3D-принтера, такие как гайки, болты и ремни, ослабнут и потребуют затяжки.
Устранение неполадки
ПРОВЕРКА РЕМНЕЙ, ЧАСТЬ I
Начните c проверки того, что каждый из ремней затянут, но не слишком сильно. Вы должны чувствовать небольшое сопротивление от двух ремней, когда вы сжимаете их вместе. Если вы обнаружите, что верхняя часть ремня плотнее, чем нижняя, то это верный признак того, что их нужно подправить и затянуть. Некоторые принтеры, такие как Original Prusa i3, оснащены встроенными натяжителями ремней. Другие могут быть модернизированы с помощью 3D-печати. Если ни один из этих вариантов не подходит, возможно, вам придется вручную натянуть ремень.
ПРОВЕРКА РЕМНЕЙ, ЧАСТЬ II
Ремни принтера обычно представляют собой одну непрерывную линию, зацепленную за два шкива. Общая проблема заключается в том, что со временем ремень может скользить на одном шкиве, это может привести к смещению слоев.
ПРОВЕРКА НАПРАВЛЯЮЩИХ ВАЛОВ
Со временем грязь может накапливаться на валах, создавая участки с более высоким трением, которые, в свою очередь, могут повлиять на скольжение подшипников и втулок и вызвать смещение слоя. Очистка и повторное смазывание валов обычно решает проблему.
ПРОВЕРКА НА НАЛИЧИЕ ИЗОГНУТЫХ ИЛИ СМЕЩЕННЫХ ВАЛОВ, ЧАСТЬ I
Если вы видите, что печатающая головка двигается прерывисто в определенных точках, возможно, один из валов слегка согнут. Обычно это можно узнать, выключив принтер, чтобы через шаговые двигателя не проходило питание, а затем передвиньте вручную оси X и Y. Если вы чувствуете сопротивление, значит, что-то не так. Начните с проверки. Снимите валы и прокатите по плоской поверхности. Если какой-то согнут, то это будет хорошо заметно.
ПРОВЕРКА НА НАЛИЧИЕ ИЗОГНУТЫХ ИЛИ СМЕЩЕННЫХ ВАЛОВ, ЧАСТЬ II
Многие принтеры используют резьбовые шпильки, а не ходовые винты, и хотя они выполняют свою работу, они имеют тенденцию к изгибу с течением времени. Не озадачивайтесь разборкой вашего принтера, чтобы убедиться, что они прямые, просто используйте управляющее программное обеспечение, например «Printrun», для перемещения оси вверх или вниз. Если одна из шпилек оси Z согнута, вы сразу это увидите. К сожалению, почти невозможно точно выпрямить резьбовую шпильку, но, с другой стороны, это хороший повод заменить старые резьбовые шпильки на ходовые винты.
ПРОВЕРЬТЕ ШКИВЫ РЕМНЕЙ
Они обычно крепятся непосредственно к шаговому двигателю. Если вы повернете шкив, вы увидите небольшой прижимной винт. Потяните ремень, чтобы заставить шкив повернуться. Вы должны убедиться, что между шкивом и валом двигателя нет скольжения. Вал должен вращаться одновременно со шкивом. Если шкив люфтит, затяните прижимной винт и попробуйте снова.
Чек-лист решения этой проблемы
- Проверьте натяжение ремней
- Проверьте сцепление ремня со шкивом
- Проверьте, что валы чистые и достаточно смазаны
- Проверьте, что ходовые винты ровные
- Проверьте шкивы привода
18. Пропуск слоев

В чем проблема?
В модели есть щели, потому что некоторые слои были пропущены (частично или полностью).
Что является причиной этой проблемы?
Принтер не смог выдать количество пластика, необходимое для печати пропущенных слоев. Для редких пропусков это можно назвать временной недостаточной экструзией. Возможно, возникла проблема с филаментом (например, изменение диаметра), шестерней подачи или забитым соплом.
Также возможно небольшое заклинивание оси Z. Причиной может быть то, что валы не идеально совмещены с линейными подшипниками.
Возможно еще существует проблема с одним из валов или подшипников оси Z. Вал может быть искажен, загрязнен или излишне смазан.
Устранение неполадки
ПРОВЕРКА МЕХАНИКИ
Хорошей практикой является уделение внимания принтеру время от времени, и появление пробелов в вашей печати всегда является хорошим признаком того, что сейчас самое время уделить вашему 3D-принтеру некоторую любовь и внимание. Начните с проверки валов и убедитесь, что все они установлены в подшипниках или зажимах и не выскочили, не сдвинулись и не сдвинулись даже слегка.
ПРОВЕРКА РОВНОСТИ ВАЛА
Убедитесь, что все валы находятся в идеальном положении и не смещены. Часто это можно проверить, отключив питание (или отключив шаговые двигатели), а затем осторожно перемещая печатающую головку по осям X и Y. Если есть какое-либо сопротивление движению, то что-то не так, и обычно довольно легко определить, происходит ли это из-за смещения, слегка согнутого вала или проблемы с одним из подшипников.
ИЗНОШЕННЫЙ ПОДШИПНИК
Когда подшипники выходят из строя, это становится заметно по звуку от их работы. Вы также можете заметить неравномерное движение печатающей головки. При печати кажется будто принтер слегка вибрирует. В этом случае отключите питание и вручную подвигайте оси X и Y, чтобы найти дефектный подшипник
ПРОВЕРЬТЕ СМАЗКУ
Про смазку легко забыть, но для обеспечения бесперебойной работы важно, чтобы все было хорошо смазано. Масло для швейных машин идеально подходит и может быть куплено практически из любой галантереи по сравнительно недорогой цене. Прежде чем приступить к тщательному нанесению, просто убедитесь, что валы чистые, на них нет грязи и остатков пластика. Когда все валы выглядят чистыми, просто слегка смажьте их, но не слишком сильно. Затем используйте программное обеспечение для управления принтером, например Printrun, для перемещения головки по осям X и Y, чтобы убедиться, что валы равномерно смазаны и плавно движутся. Если вы налили слишком много масла, не волнуйтесь, просто вытрите его безворсовой тканью.
НЕДОСТАТОЧНАЯ ЭКСТРУЗИЯ
Последний вариант может быть связан с недостаточной экструзией. Ознакомьтесь с нашим советом по устранению проблемы недостаточной экструзии.
Чек-лист решения этой проблемы
- Проверьте механику и убедитесь, что люфтов нет
- Проверьте ровность валов
- Проверьте подшипники
- Смажьте механику
19. Наклоненные слои вместо вертикальных

В чем проблема?
Вертикальные стенки начинают печататься под углом, и этот угол не сохраняется на всей высоте модели. Серьезность проблемы может увеличиваться и уменьшаться на разной высоте.
Что является причиной этой проблемы?
Причина проблемы, как правило, очень проста; один из шкивов, прикрепленных к шаговому двигателю, слегка ослаблен, или один из ремней натирает что-то и останавливает полный ход оси. Все, что вам нужно сделать, чтобы устранить проблему, это убедиться, что ни один из шкивов не проскальзывает на валу двигателя, а установочные винты, которые удерживают шкивы на месте, все затянуты.
Хотя это звучит просто, может быть одна проблема, с которой вы можете столкнуться при затягивании шкивов. Она заключается в том, что не всегда легко получить доступ к небольшим установочным винтам, которые затягиваются на валу двигателя..
Устранение неполадки
ПРОВЕРЬТЕ ОСИ X И Y
Если ваша модель наклонена влево или вправо, значит у вас проблема с осью X. Назад вперед — проблема с осью Y. После того, как вы поставили диагноз, вы можете проверить ремни и шкивы. Если у вас есть принтер, такой как PRUSA i3, то процесс довольно прост, поскольку шаговые двигатели напрямую соединены с главным приводным ремнем. Для Ultimaker и других принтеров этот процесс может быть немного сложнее.
ПРОВЕРЬТЕ, НЕ ТРУТ ЛИ РЕМНИ ПО ЧЕМУ-ЛИБО
Осмотрите каждый из ремней и убедитесь, что они не трутся о другие элементы принтера. Также убедитесь, что ремни расположены ровно, без перекосов.
ЗАТЯНИТЕ ФИКСИРУЮЩИЙ ВИНТ ШКИВА ШАГОВОГО ДВИГАТЕЛЯ
После того, как вы определите, какая ось вызывает проблему, используйте шестигранный ключ, чтобы затянуть фиксирующий винт соответствующего шкива, который крепится к шаговому двигателю.
ПРОВЕРЬТЕ ШКИВЫ ВАЛОВ
Более сложные принтеры, такие как Ultimaker 2, имеют множество ремней и шкивов. Основные X и Y валы в верхней части принтера имеют восемь шкивов. Осмотрите каждый из них на соответствующей оси и затяните фиксирующие винты для каждого. Маловероятно, что это приведет к проскальзыванию, но если шкив ослаблен, ремень может сместиться.
Чек-лист решения этой проблемы
- Проверьте оси X и Y
- Убедитесь, что ремни не трутся о другие детали
- Затяните фиксирующий винт шкива шагового двигателя
- Проверьте шкивы валов и затяните
20. Дефекты на свесах

В чем проблема?
Вы смотрите свою модель в слайсере, и все выглядит хорошо. Стоит начать печатать, и вы увидите, что некоторые части модели печатаются абсолютно нормально, в то время как на других частях появляются дефекты. Это может показаться очевидным, и проблема свесов часто рассматривается как ошибка новичка в 3D-печати. Но удивительно, как часто даже опытные пользователи 3D-принтеров сталкиваются с проблемой свесов.
Что является причиной этой проблемы?
Процесс FDM печати требует, чтобы каждый слой строился на другом. Следовательно, должно быть очевидно, что если в вашей модели есть участок в котором нет ничего ниже, то нить будет висеть в воздухе и просто превратится в беспорядочную свисающую нить, а не в элемент модели.
В действительности слайсер должен уведомить, что это произойдет. Но большинство просто позволяют печатать, не оповещая, что требуется поддержка..
Устранение неполадки
ДОБАВЛЕНИЕ ПОДДЕРЖКИ
Самое быстрое и простое решение — добавить поддержки. Большинство слайсеров позволят вам это сделать быстро и без проблем.
В Simplify3D щелкните «Изменить параметры печати»> «Поддержка»> «Создать материал поддержки»; Вы можете настроить плотность, шаблон и детали. В Cura просто выберите нужный тип поддержки из основных настроек.
СОЗДАНИЕ ПОДДЕРЖИВАЮЩИХ СТРУКТУР В МОДЕЛИ
Поддержка, создаваемая слайсером, может иногда быть неудобной и приводить к застреванию материала поддержки в невозможных для удаления местах. Создание собственной структуры поддержки в вашей модели — хорошая альтернатива. Это займет немного больше времени, но может дать лучший результат.
СОЗДАНИЕ ПЛАТФОРМЫ ДЛЯ ПОДДЕРЖКИ
При печати фигуры человека, руки и другие выдающиеся части являются наиболее проблемными местами. Использование поддержек от стола также может вызвать проблемы, поскольку они часто должны подниматься на довольно большую высоту. Это расстояние является основным местом для возникновения проблем.
Создание сплошного блока или стены под руками и т.д., а затем создание меньшей опоры между рукой и блоком может быть отличным решением.
НАКЛОН СТЕН
Если у вас нависание в форме полки, то простое решение — наклонить стену под углом 45º, чтобы стена фактически поддерживала себя и устраняла необходимость в любом другом типе поддержки.
РАЗБИТЬ МОДЕЛЬ НА ЧАСТИ
Другой способ решить проблему — разбить модель на отдельные части. В некоторых моделях это позволит вам отделить то, что должно было быть выступом, и вместо этого сделать его основанием. Единственная проблема заключается в том, что потом потребуется склеить элементы.
Чек-лист решения этой проблемы
- Добавить поддержки
- Создать поддержки в модели
- Создать основание для поддержек
- Наклонить стены
- Разделить модель на мелкие элементы
21. Основание после поддержек выглядит плохо

В чем проблема?
Вы напечатали сложную модель с поддержками, созданными с помощью слайсера. Но когда дело доходит до их удаления, небольшие кусочки материала остаются на поверхности. Когда вы пытаетесь отшлифовать или удалить оставшийся материал, это портит внешний вид модели.
Что является причиной этой проблемы?
Поддержка является неотъемлемой частью 3D-моделирования. Многие модели могут полностью обойтись без поддержек, путем подгона модели к угловым вертикалям или добавляя в модель интегральные опорные конструкции. Вы также можете удивиться возможностями вашего принтера, поскольку большинство из них способны перекрывать зазоры в 50 мм и углы печати 50º без какой-либо поддержки вообще.
Программные решения, такие как Cura и Simplify3D, способны создавать выдающиеся структуры поддержки, и по большей части эти автоматически созданные поддержки будут намного превосходить качество любого другого решения. Но, хотя автоматически сгенерированные поддержки выполняют свою работу, их может быть трудно удалить. Применение собственных структур поддержки — более точное решение, но вам нужно будет вникнуть в настройки вашего слайсера, чтобы адаптировать поддержки для ваших моделей.
В зависимости от слайсера, существует множество опций, которые позволяют вам точно настроить поддержки и минимизировать их влияние на поверхность ваших моделей. Однако, как бы вы ни были осторожны с настройками, сами поддержки будут прикасаться к вашей модели, поэтому всегда будут оставлять следы.
Проблема обработки поверхности при использовании поддержек является важной, и серьезность эффекта будет меняться в зависимости от используемых вами типов материалов. Более хрупкий пластик, такой как PLA, часто сложнее обрабатывать, чем, например, ABS.
Устранение неполадки
ДВОЙНОЙ ЭКСТРУДЕР И РАСТВОРИМЫЕ ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Дорогое решение, но если в большинстве ваших моделей используются сложные поддержки, то единственный способ — это использовать принтер для печати двумя видами пластика, такой как Ultimaker 3 или Cel RoboxDual. Водорастворимые материалы, такие как ПВА, стали достаточно распространенными и помогают печатать сложные модели без порчи поверхности.
Более того, вы можете добавить поддержки в места, откуда которые раньше было бы невозможно их удалить.
ПРОВЕРЬТЕ РАСПОЛОЖЕНИЕ ПОДДЕРЖЕК
Большинство слайсеров позволят вам выбрать, будет ли ваша поддержка начинаться от рабочего стола или сможет находиться везде. Для большинства моделей достаточно размещения поддержек только от стола. Выбор “Везде” приведет к поддержке … ну, везде. Это означает, что в контексте этого совета по устранению неполадок с 3D-печатью, шероховатая поверхность будет по всей модели.
ПРОВЕРЬТЕ ВОЗМОЖНОСТИ ПРИНТЕРА
Довольно часто люди используют поддержки, даже не осознавая, что их принтер может перекрывать зазоры и легко печатать относительно крутые углы. Большинство принтеров способны преодолевать зазоры 50 мм и углы печати 50 ° без поддержек. Создайте или загрузите тестовую модель, чтобы ознакомиться с реальными возможностями вашего принтера.
НАСТРОЙТЕ ШАБЛОН ПОДДЕРЖКИ
В зависимости от типа модели, изменение шаблона поддержки может быть тем, что требуется для улучшения поверхности модели; попробуйте переключиться с «сетки» на «зигзаг».
УМЕНЬШИТЕ ПЛОТНОСТЬ ПОДДЕРЖКИ
В слайсере переключите вид на «Слои» и просмотрите структуру поддержки. Слайсер по умолчанию обычно применяет плотную структуру поддержки. Если вы уменьшите эту плотность, поддержка станет слабее, но до тех пор, пока ваш принтер будет правильно настроен, это не создаст проблем. В Cura можно успешно использовать плотность поддержки 5%, что значительно снижает влияние структуры на поверхность модели.
СНИЖЕНИЕ ТЕМПЕРАТУРЫ ПЕЧАТИ
Проверьте диапазон температуры пластика и отрегулируйте температуру хотэнда до минимума для материала. Это может привести к более слабой связи между слоями, но позволит легче удалить поддержку.
Чек-лист решения этой проблемы
- Двухэкструдерная печать
- Проверьте размещение поддержки
- Проверьте возможности принтера
- Смените шаблон поддержки
- Уменьшить плотность поддержки
- Используйте нижний предел температуры филамента
22. Модель выглядит неправильно

В чем проблема?
Части вашей модели отсутствуют или окончательный отпечаток слабый и распадается, несмотря на то, что внешне выглядит качественно. Или в конечной модели есть ошибки геометрии, которые не имеют смысла.
Что является причиной этой проблемы?
Немногообразные края — частая причина деформированных или нечетных отпечатков. Немногообразные ребра — это ребра моделей, которые могут существовать только в трехмерном пространстве, а не в физическом мире.
Например, если у вас есть два куба в реальном мире и вы пытаетесь перекрыть их напрямую, это физически невозможно, так как сплошные внешние стены препятствуют пересечению двух объектов.
В трехмерном мире вы можете просто пересекать их, они все еще существуют как отдельные объекты, но используемое нами программное обеспечение различает их независимо от воспринимаемого единства.
Чтобы заставить эти два объекта печататься правильно, объекты должны быть объединены так, чтобы любые внутренние стены были удалены, и конечный объект был с неразделенной внутренней полостью.
Другая распространенная причина — если у вас есть объект, такой как куб, и вы удалите одну из поверхностей. По сути, у вас есть объект с отверстием, он может выглядеть как фигура с пятью сторонами, но он существует только в виртуальном трехмерном пространстве, это геометрия без физической формы.
Хотя вы можете видеть внешние стены в программном обеспечении, стены, которые соответствуют отверстию, имеют размеры только по двум осям. Третье измерение, которое мы видим как толщина стены, является только иллюстративным и не имеет реального физического измерения. Когда дело доходит до нарезки модели, программное обеспечение делает все возможное и во многих случаях исправит дыру. Однако в более сложных моделях эффекты могут быть интересны, если не сказать больше.
Устранение неполадки
ИСПОЛЬЗУЙТЕ ПОСЛЕДНЮЮ ВЕРСИЮ СЛАЙСЕРА
Большинство новейших движков слайсера поддерживают автоматическую фиксацию кромок, не являющихся отверстием, но все же рекомендуется проверять правильность формирования моделей и их готовность к печати.
ИСПРАВЛЕНИЕ В HORRIBLE В CURA
В Cura откройте «Расширенные настройки» и убедитесь, что в «Fix Horrible» вы отметили «Объединить все».
ИСПРАВЬТЕ «NON-MANIFOLD» В SIMPLIFY3D
В редактировании «Настройки печати» перейдите на вкладку «Дополнительно» и выберите «Лечение» рядом с «Сегментами без отверстий».
ИСПОЛЬЗОВАНИЕ РЕЖИМА ПРОСМОТРА СЛОЕВ
В слайсере используйте режим просмотра слоев, чтобы проверить модель и увидеть, где возникают проблемы. Быстрый просмотр по слоям часто выделяет проблему, которую легко исправить.
ИСПОЛЬЗУЙТЕ ПРОГРАММУ ДЛЯ МОДЕЛИРОВАНИЯ ДЛЯ УСТРАНЕНИЯ ПРОБЛЕМ
Один из самых простых способов исправить модели с немногообразными ребрами — использовать программное обеспечение. Такие программы, как Blender и Meshmixer, имеют встроенные функции, которые быстро позволят вам выделить проблемы с вашими моделями и исправить их перед нарезкой.
ОБЪЕДИНЕНИЕ ОБЪЕКТОВ
Лучше исправить ваши 3D-модели, прежде чем импортировать их в слайсер. Для этого убедитесь, что если у вас есть два объекта, которые пересекаются или перекрываются, вы выбираете соответствующую логическую функцию для пересечения, слияния или вычитания.
Чек-лист решения этой проблемы
- Используйте последнюю версию слайсера
- Исправление horrible (в Куре)
- Исправление non-manifold (в Simplify3D)
- Используйте просмотр слоев, чтобы найти ошибки
- Используйте программное обеспечение, такое как Blender или Meshmixer, чтобы исправить проблемы
- Объедините объекты
23. Проблемы с печатью мелких деталей

В чем проблема?
Ваш 3D-принтер — это точно настроенная рабочая лошадка, способная без проблем печатать модели одну за другой. Но когда дело доходит до печати с мелкими деталями, принтер не дает ожидаемых результатов.
Края и углы, которые должны быть четкими и ровными, имеют определенное искривление и сглаживание, а сложные детали далеки от совершенства.
Что является причиной этой проблемы?
Существует ряд проблем, которые могут повлиять на качество печати, если речь идет о мелких деталях.
Самой частой причиной низкой детализации отпечатков, конечно же, является высота слоя. Если для вашего принтера установлено низкое разрешение (большая высота слоя), вы не сможете получать гладкие гладкие модели независимо от того, насколько хорош ваш принтер.
Размер сопла является еще одной очевидной проблемой. Существует очень тонкий баланс между размером сопла и качеством печати. В производственных условиях идеальным является сопло 0,5 мм. Для общего назначения 0,4 мм, а мелкие детали 0,4 мм или меньше.
Меньшее сопло также будет означать, что ваш принтер должен быть точно настроен, поскольку любые проблемы будут усиливаться.
Температура сопла очень важна, поскольку ваш принтер должен плавно выдавливать пластик. Когда дело доходит до деталей, убедитесь, что сопло чистое, даже малейшее скопление пластика или небольшая закупорка будут видны на модели.
Скорость печати также будет иметь огромное влияние на модель; для детальных моделей уменьшите скорость. Возможно, вам придется отрегулировать обдув модели, чтобы учесть увеличение времени экструзии.
Бренды филаментов тратят целое состояние на тонкую настройку своих формул, чтобы создать плавную и устойчивую нить. Хотя более дешевые бренды могут выглядеть похоже, допуски по диаметру и химическому составу могут варьироваться, и это несоответствие снова скажется на печати.
Наконец, проверьте, чтобы стол был ровным. Даже малейшая ошибка в уровне будет иметь последствия для всей печати при печати с высоким разрешением.
Устранение неполадки
УВЕЛИЧЬТЕ РАЗРЕШЕНИЕ
Увеличьте разрешение — более низкая высота слоя обеспечит более гладкую поверхность.
ДИАМЕТР СОПЛА
Чем меньше диаметр сопла, тем больше деталей вы можете напечатать. Но тонкое сопло также означает меньшие допуски, поэтому ваш принтер нуждается в точной настройке.
ОБСЛУЖИВАНИЕ ПРИНТЕРА
Любое дополнительное трение от слегка смещенных валов или ослабленных ремней будет сразу видно на вашей модели. Убедитесь, что все плотно и выровнено.
ОЧИСТИТЕ СОПЛО
Перед началом детальной печати убедитесь, что ваше сопло чистое.
ЗАМЕДЛЕНИЕ
Уменьшите скорость печати — медленная печать менее подвержена ошибкам.
ИСПОЛЬЗУЙТЕ КАЧЕСТВЕННЫЙ ПЛАСТИК
Выбор правильного материала от производителя качественного филамента — ключ к качественной печати.
ПРОВЕРЬТЕ УРОВЕНЬ СТОЛА
Выполните процедуру калибровки принтера, чтобы проверить уровень стола.
Чек-лист решения этой проблемы
- Уменьшение разрешения
- Диаметр сопла
- Проверка механики принтера
- Чистка сопла
- Снижение скорости
- Используйте качественный пластик
- Проверьте уровень стола
24. Рябь и эхо (звон) на стенках

В чем проблема?
Эффект визуальных волн или ряби на поверхности модели является одной из тех незначительных и раздражающих проблем, которые многие из нас просто игнорируют. У него есть привычка приходить и уходить, и действительно, похоже, нет единой причины для этой проблемы.
Эффект обычно очень тонкий и проявляется в виде волны или ряби на поверхности отпечатка, его положение и серьезность также могут изменяться.
Большинство людей просто упустят из виду проблему. Помимо незначительного визуального воздействия на поверхность, влияние этой ряби мало влияет на качество конечной 3D-печати, кроме, конечно, самых тяжелых случаев.
Что является причиной этой проблемы?
Проблема волн в ваших 3D-отпечатках обычно сводится к одной из двух вещей, и чаще всего к их сочетанию.
Вибрации и скорость. Производители 3D-принтеров стараются уменьшить уровень вибрации, создаваемой двигателями. Поднимите принтер, такой как Ultimaker 3, и вы точно поймете, что я имею в виду, даже маленькие Cel Robox Dual, имеют значительный вес.
Этот вес помогает минимизировать вибрацию через принтер, но не полностью ее устраняет. Эти небольшие вибрации могут распространяться через мебель, доски пола или любую поверхность, на которой стоит ваш принтер.
В следующий раз, когда вы запустите свой 3D-принтер, посмотрите на поверхность, на которой он находится, затем, когда принтер напечатает, проверьте, достаточно ли надежен стол для правильной поддержки аппарата.
Вибрации также могут усиливаться из-за плохого технического обслуживания и изношенных линейных подшипников. Регулярно проверяйте чистоту принтера и следите чтобы рельсы были смазаны.
Когда принтер выключен, проверьте качество линейных подшипников и убедитесь, что движение печатающей головки плавное, вы можете сделать это, перемещая головку пальцами. Убедитесь, что все в порядке, прежде чем начать.
Во время проверки технического обслуживания убедитесь, что все болты и наконечники внутри принтера надежны, особенно если вы сами его изготовили.
Волны также будут проблемой, если вы попытаетесь печатать слишком быстро, простое решение здесь — просто снизить скорость печати, это решит проблему в большинстве случаев.
Если вам все еще нужно быстро печатать, попробуйте увеличить скорость подачи и температуру экструзии.
Наконец, для более продвинутых пользователей, это ускорение прошивки. Она регулирует скорость головы при печати и меняет направление, ее функция — предотвращать звон. Здесь есть две функции, которые вы должны посмотреть, и они будут меняться в зависимости от принтера.
Посмотрите на ускорение и рывок, начните с уменьшения рывка и затем ускорения.
Устранение неполадки
УМЕНЬШЕНИЕ ВИБРАЦИИ
Убедитесь, что поверхность, которую вы используете для своего 3D-принтера, является твердой и что во время печати принтер не имеет визуальных вибраций.
ПРОВЕРЬТЕ ПОДШИПНИКИ
Линейные подшипники со временем изнашиваются, при выключенном принтере убедитесь, что они в порядке.
УБЕДИТЕСЬ, ЧТО ВСЕ ПЛОТНО
Удивительно, как один свободный болт может повлиять на качество печати. В рамках обслуживания убедитесь, что все болты плотно затянуты.
СМАЖЬТЕ ВАЛЫ
Проверьте, чтобы на всех валах не было пыли и грязи, а затем добавьте каплю масла, чтобы убедиться, что все хорошо смазано.
ЗАМЕДЛЕНИЕ ПЕЧАТИ
Уменьшите скорость печати.
ОТРЕГУЛИРУЙТЕ ПРОШИВКУ
Этот способ только для продвинутых пользователей, проверьте прошивку принтера и отрегулируйте значения в коде для ускорения и рывка, затем вам нужно будет загрузить прошивку в принтер.
Чек-лист решения этой проблемы
- Уменьшить вибрации
- Проверьте подшипники
- Убедитесь, что все плотно
- Смажьте валы
- Замедлите печать
- Отрегулируйте прошивку
25. Диагональные швы на стенках

В чем проблема?
Линии появляются на внешнем слое вашей модели, как правило, по диагонали от одной стороны к другой.
Что является причиной этой проблемы?
3D-печать создается путем укладки последовательных слоев один за другим. При укладке каждого слоя печатающая головка перемещается по осям X и Y. Как только слой завершен, головка поднимается по оси Z и возвращается к начальной точке, чтобы уложить следующий слой.
Именно в этот момент могут появиться видимые линии. Это может быть вызвано рядом настроек принтера, но, по сути, проблема заключается в просачивании пластика или сопле, физически царапающем поверхность.
Голова не поднимается достаточно высоко, и горячее сопло тянется по поверхности, оставляя след.
Чрезмерное выдавливание является еще одной менее распространенной причиной.На больших плоских поверхностях вы можете увидеть, как диагональная линия проходит по всей поверхности.
Слишком высокая температура является менее вероятной причиной, но с некоторыми более дешевыми или более старыми пластиками остаточное тепло сопла может привести к вытеканию нити из сопла, снова оставляя след при перемещении.
Устранение неполадки
КОМБИНГ
Комбинг удерживает печатающую головку над уже напечатанными участками модели и, следовательно, уменьшает необходимость втягивания. Хотя это увеличивает скорость печати, это может привести к дефектам. Выключите комбинг, и в большинстве случаев это решит проблему, но даст более продолжительное время печати.
ОТКАТ
Если вы выключили комбинг и проблема осталась, попробуйте увеличить величину отката. Если проблема все еще сохраняется, обратите внимание на чрезмерное выдавливание или температуру сопла.
ПРОВЕРКА ЭКСТРУЗИИ
Способ регулировки скорости потока зависит от вашего принтера. Чаще всего настроить поток можно в настройках принтера и в слайсере.
Уменьшите скорость потока на 5% и распечатайте калибровочный куб, чтобы убедиться, что нить вытягивается правильно и устраняет проблему.
ТЕМПЕРАТУРА СОПЛА
Использование пластика хорошего качества должно в принципе сводить на нет эту проблему, но если ваш филамент подвергся воздействию влаги или солнечного света, вы можете обнаружить, что требования к температуре немного изменились. Уменьшите температуру хотэнда на 5º и попробуйте снова.
Z-LIFT
Нить не единственная проблема; если головка не поднимается достаточно высоко от поверхности модели, то само сопло может вызвать дефект, когда оно перемещается от одного слоя к другому. На старых принтерах вам необходимо выполнить повторную калибровку, если нет настроек Z-lift или Z-hop, в противном случае увеличьте Z-Hop или Z-Lift с шагом 0,25 мм.
Чек-лист решения этой проблемы
- Комбинг
- Откат
- Проверьте экструзию
- Температура сопла
- Z Лифт
26. Чрезмерная экструзия

В чем проблема?
Избыточная экструзия означает, что принтер выдает больше материала, чем необходимо. Это приводит к избытку материала на внешней стороне напечатанной модели.
Что является причиной этой проблемы?
Как правило, множитель экструзии или настройка потока в слайсере слишком высоки.
Устранение неполадки
МНОЖИТЕЛЬ ЭКСТРУЗИИ
Откройте слайсер и убедитесь, что выбран правильный множитель экструзии.
НАСТРОЙКА ПОТОКА
Если все выглядит правильно, уменьшите поток в настройках вашего принтера.
Чек-лист решения этой проблемы
- Проверьте правильность настроек множителя экструзии
- Уменьшите параметры потока
27. Недостаточная экструзия

В чем проблема?
Недостаточная экструзия — это термин, обозначающий недостаточную подачу материала для печати. Недостаточная экструзия имеет много характерных признаков — наиболее значительные: тонкие слои, нежелательные зазоры и даже пропущенные слои.
Что является причиной этой проблемы?
Есть несколько возможных причин. Во-первых, диаметр используемого пластика не соответствует диаметру, установленному в слайсере. Во-вторых, количество выдавливаемого материала слишком мало из-за неправильных настроек слайсера. В альтернативном варианте поток материала через экструдер ограничен грязью в сопле.
Устранение неполадки
ПРОВЕРЬТЕ ДИАМЕТР НИТИ
Начните с самого простого вопроса: правильный ли диаметр нити установлен в слайсере. Если вы не уверены в диаметре, на коробке обычно указывается значение и рекомендуемая температура.
ИЗМЕРЕНИЕ ДИАМЕТРА НИТИ
Если вы по-прежнему не получаете желаемых результатов и проблема остается, то используйте штангенциркуль для проверки диаметра филамента. Вы должны точно настроить параметры диаметра в настройках слайсера.
ПРОВЕРЬТЕ ХОТЭНД НА НАЛИЧИЕ МУСОРА
После печати большинство принтеров поднимают печатающую головку от стола для печати. Проверьте чтобы сопло было чистым от скопления пластика и грязи.
УСТАНОВИТЕ МНОЖИТЕЛЬ ЭКСТРУЗИИ
Если нет несоответствия между фактическим диаметром филамента и настройкой в слайсере, то множитель экструзии (также называемый расходом или компенсацией расхода) может иметь слишком низкое значение. Каждый слайсер будет обрабатывать эту настройку немного по-своему, но общий принцип состоит в том, чтобы увеличивать это значение с шагом 5%, пока не увидите, что проблема исчезла.
Чек-лист решения этой проблемы
- Проверьте диаметр филамента
- Используйте штангенциркуль для измерения диаметра филамента
- Убедитесь, что хотэнд чист
- Отрегулируйте множитель экструзии с шагом 5%
28. Модель выглядит оплавленной и деформированной

В чем проблема?
Филамент на удивление устойчив ко всем типам неправильной конфигурации, включая перегрев хотэнда. Именно по этой причине замечать, что ваш хотэнд слишком горячий, не всегда так просто.
Признаком этого может быть появление неровных слоев. Когда вы присмотритесь, вы увидите, что они не столько неровные, сколько оплавленные. Местами такие слои выглядят как воск, бегущий по расплавленной свече.
Перегрев филамента также может привести к огромным проблемам с точностью, особенно когда речь идет о отверстиях для резьбовых винтов, которые вы напечатали. Обнаружение того, что некоторые отверстия правильные, а другие слишком маленькие, часто является начальным признаком того, что температура может быть слишком высокой.
Что является причиной этой проблемы?
Должен быть точный баланс между расплавлением нити, чтобы она текла, и обеспечением возможности быстрого затвердевания, чтобы следующий слой можно было наносить на твердую поверхность. Однако, прежде чем приступить к регулировке температуры, убедитесь, что вы установили правильные настройки материала для вашего 3D-принтера.
Устранение неполадки
ПРОВЕРЬТЕ РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ ПЛАСТИКА
Это может показаться очевидным, но просто проверьте, что вы предоставили принтеру правильные данные о материале. Температуры пластиков находятся в диапазоне от 180 до 260ºC или около того, поэтому удивительно, насколько легко ошибиться.
СНИЖЕНИЕ ТЕМПЕРАТУРЫ ХОТЭНДА
В настройках принтера или слайсера уменьшите температуру хотэнда. В зависимости от степени перегрева снижайте температуру с интервалами 5ºC.
УВЕЛИЧЕНИЕ СКОРОСТИ ПЕЧАТИ
Попробуйте увеличить скорость печати.
ОТРЕГУЛИРОВАТЬ ОХЛАЖДЕНИЕ МОДЕЛИ
Убедитесь, что охлаждающие вентиляторы направлены на модель. Убедитесь, что они находятся в правильном положении, и, если возможно, увеличьте их скорость, чтобы увеличить поток воздуха.
Чек-лист решения этой проблемы
- Проверьте настройки материала
- Уменьшите температуру хотэнда
- Увеличьте скорость печати
- Проверьте охлаждение модели
29. Провалы и отверстия на верхнем слое

В чем проблема?
На верхней поверхности модели видны неприглядные неровности или даже отверстия.
Что является причиной этой проблемы?
Двумя наиболее распространенными причинами являются неправильное охлаждение верхнего слоя и недостаточная толщина верхней поверхности.
Устранение неполадки
РАЗМЕР НИТИ
Это проблема, которая может затронуть все 3D-принтеры, однако она гораздо чаще встречается у тех, кто использует нить 1,75 мм. Если ни один из приведенных ниже советов не поможет, попробуйте переключиться на нить 2,85 мм, если можете.
ПРОВЕРЬТЕ ПОЛОЖЕНИЕ ОБДУВА МОДЕЛИ
Охлаждение может стать причиной появления провалов. Как правило, при запуске печати вентиляторы вашего принтера будут установлены на низкий уровень или выключены, и после первых нескольких слоев они должны начать работать. Убедитесь, что вентиляторы обдува модели работают. Если они работают нормально, проблема может заключаться в том, что они не направляют достаточный поток воздуха на модель.
УСТАНОВИТЕ СКОРОСТЬ ВЕНТИЛЯТОРА В G-КОДЕ
Другая проблема возникает при укладке каждого последующего верхнего слоя. Поскольку он укладывается на структуру заполнения, его необходимо быстро охлаждать, чтобы избежать попадания в отверстия заполнения. Скорость вращения вентиляторов можно регулировать в G-Code.
Распространенным G-кодом для включения вентилятора является M106, а M107 — выключение. С помощью этих кодов вам просто нужно установить максимальную скорость вентилятора для этих верхних слоев.
Например, глядя на G-код (сгенерированный в Cura для печати на Prusa i3) для куба 1 см х 1 см, напечатанного при высоте слоя 0,1 мм, мы видим, что существует 97 слоев. Зная, что у нас установлена настройка «Толщина дна / верха» 0,6 мм, мы можем найти СЛОЙ: 91, затем в строке добавляем M106 S255. M106 приводит вентилятор в действие, а S255 устанавливает его на полную мощность.
УВЕЛИЧЕНИЕ ТОЛЩИНЫ КРЫШКИ
Самое простое решение — увеличить толщину крышки. Большинство приложений позволит вам сделать это в расширенных настройках, в разделе «Настройка толщины дна / верха». Старайтесь как минимум к 6 слоям материала и до 8 для тонких сопел. Если ваша высота слоя установлена на 0,1 мм, тогда установите параметр «Толщина дна / верха» на 0,6 мм. Если эффект провала все еще существует, увеличьте его до 0,8 мм.
Чек-лист решения этой проблемы
- Увеличьте размер филамента
- Убедитесь, что вентиляторы обдува модели расположены верно
- Установите скорость вентилятора обдува модели вручную
- Увеличьте толщину крышки модели
30. Паутина между вертикальными стенами

В чем проблема?
Между деталями модели есть неприглядные нити из пластика.
Что является причиной этой проблемы?
Когда печатающая головка перемещается по открытой области, немного филамента вытекает из сопла.
Устранение неполадки
ВКЛЮЧЕНИЕ ОТКАТА
Откат является важным фактором, когда дело доходит до внешнего качества, и его можно включить в большинстве слайсеров. Его функция довольно проста и работает путем втягивания нити обратно в сопло до того, как головка начнет двигаться. Идея состоит в том, что он предотвращает вытекание расплавленной нити из сопла, образующей тонкие струны на пути движения.
Большинство приложений, таких как Cura, предлагают возможность активации этой функции одним щелчком мыши. При этом используется набор параметров по умолчанию, и он вполне адекватен, но для тонкой настройки есть детальные параметры, которые дают больший контроль. Например, регулировка минимального хода головки перед втягиванием.
МИНИМАЛЬНЫЙ ХОД ОТКАТА (ММ)
Настройка величины отката, как правило, является самым быстрым решением. Меняйте значение с шагом 0,5 мм до тех пор, пока проблема не будет решена.
ПРОСТО ОТРЕЖЬТЕ ИХ
Это не самое элегантное из решений, но простое применение скальпеля часто является самым быстрым и простым решением.
Чек-лист решения этой проблемы
- Включить откат
- Отрегулируйте величину отката
- Просто почистите модель скальпелем
31. Размеры модели не соответствуют заявленным

В чем проблема?
Когда вы разрабатываете объект в своем CAD-приложении, размеры, которые вы тщательно спланировали, должны быть идеально воспроизведены вашим 3D-принтером.
Однако, когда дело доходит до применения вашей модели, вы обнаруживаете, что все эти точные измерения и дизайн оказались не на высоте.
Точность размеров на самом деле является одной из немногих проблем 3D-печати, где вполне вероятно, что ваш принтер в порядке. Перед проверкой принтера на наличие ошибок проверьте правильность размеров 3D-модели.
Что является причиной этой проблемы?
Начнем с самой распространенной проблемы — единиц измерения. Прежде всего, проверьте, что вы работаете в правильных единицах измерения; см и мм, вероятно, лучше всего, хотя дюймы также могут быть использованы для 3D-печати. Сопоставьте их между 3D-моделью и слайсером, и вы быстро обнаружите ошибку.
Если с выбором единицы измерения все в порядке, то проверьте физические размеры деталей. Когда дело доходит до измерения, всегда измеряйте дважды!
Теперь, если у вас есть отдельные детали, которые нужно соединить вместе, например, штекерный разъем, убедитесь, что вставка немного меньше, чем отверстие, которое вы создали для нее.
Например, если у вас есть винт M5, и вы создали отверстие диаметром 5 мм, чтобы оно вошло, то оно не подойдет (по крайней мере, без каких-либо усилий). Чтобы решить эту проблему, увеличьте размер отверстия на 0,1 мм для мелких отверстий и, возможно, на 0,2 мм для печати низкого разрешения. Распечатайте и попробуйте снова. Если это все еще не подходит, увеличьте еще немного.
Если отверстие выглядит овальным, проблема не обязательно в размере.
Если вы создали низкополигональную форму, то есть вероятность того, что ваше отверстие больше не будет круглым, а будет иметь слегка вытянутые края. При печати объекта с отверстиями всегда соблюдайте умеренное количество полигонов, чтобы эти гладкие круглые отверстия соответствовали размерам.
То же самое касается пользовательских форм, которые должны соответствовать друг другу. Уменьшение количества полигонов одного объекта может вызвать всевозможные проблемы.
Как только вы закончите проверять все с размерами моделей, пришло время обратить ваше внимание на принтер. Первые несколько слоев важны для точности печати. Распечатайте тестовый кубик 50 мм х 50 мм и используйте цифровые штангенциркули для проверки измерений; убедитесь, что вы печатаете куб на той же высоте слоя, на которой будете печатать окончательную модель. Сначала проверьте общую высоту, чтобы увидеть, равна ли она 50 мм, если это так, то все нормально на оси Z. Если нет, то тщательно измерьте 20 верхних слоев — они должны равняться 20 мм. Если это правильно, но общая высота неверна, то вероятно, что первые несколько слоев вызывают проблему.
Чтобы решить эту проблему, проверьте высоту сопла от стола и убедитесь, что для вашего принтера она находится в пределах погрешности по отношению к высоте слоя. Если высота сопла составляет 1 мм от стола, а высота слоя — 2 мм, вы можете обнаружить, что в этом первом слое ложится слишком много пластика, что вызывает проблему. В этом случае либо откалибруйте принтер и убедитесь, что расстояние от сопла до стола увеличено, либо уменьшите высоту слоя.
Теперь проверьте размеры X и Y. Если они примерно на 1 мм меньше, чем должны быть, но все пропорции выглядят правильно, это может быть связано с тепловой усадкой пластика. Это распространено у ABS; Чтобы исправить это, определите процент усадки и увеличьте масштаб печати для компенсации.
Посмотрите в отверстие, если стены выглядят гладкими, то все в порядке. Если вы видите, что слои слегка выступают, это может быть признаком того, что сопло слишком горячее и нить вытекает после того, как она была уложена.
Если отверстие выглядит овальным, возможно, один из ваших ремней не закреплен или имеется небольшое смещение осей X и Y. Проверьте, все ли плотно и все прикручено на место, как должно быть.
Устранение неполадки
ПРОВЕРЬТЕ ИСПОЛЬЗУЕМУЮ ЕДИНИЦУ ИЗМЕРЕНИЯ
В слайсере убедитесь, что выбраны правильные размеры в актуальных единицах измерения.
ПРОВЕРЬТЕ РАЗМЕРЫ
Если вы разрабатываете деталь, которая должна соединяться с другими объектами, проверьте ваши размеры и используйте цифровой штангенциркуль.
OVER-SCALE ВИНТОВЫЕ ОТВЕРСТИЯ
Если вы делаете отверстие для винта, создайте виртуальный винт с диаметром, немного превышающим необходимый, и используйте его для извлечения / создания логического вычитания из модели, в которой должно появиться отверстие.
УВЕЛИЧЬТЕ КОЛИЧЕСТВО ПОЛИГОНОВ
Уменьшение количества полигонов в ваших моделях может вызвать проблемы со слегка сплющенными краями. Убедитесь, что вы используете полигоны в пределах разумного количества для более плавных градиентов.
ТЕСТ ТОЧНОСТИ ПРИНТЕРА С ПОМОЩЬЮ ТЕСТОВОГО КУБА
Используйте калибровочный куб, чтобы проверить размеры X, Y и Z вашей печати.
ПРОВЕРЬТЕ ТЕМПЕРАТУРУ СОПЛА
Попробуйте снизить температуру печати, если внутри отверстий вашей модели есть капли и другие посторонние предметы.
ПРОВЕРЬТЕ РЕМНИ И НАПРАВЛЯЮЩИЕ
Проверьте натяжение ремня и убедитесь, что все оси прямые и правильно выровнены.
Чек-лист решения этой проблемы
- Проверьте единицы измерения
- Проверьте размеры
- Убедитесь, что детали подходят
- Используйте достаточное количество полигонов
- Проверьте температуру сопла
- Проверьте ремни и направляющие
32. Смещение печати в некоторых местах

В чем проблема?
Нижний и верхний слои сдвигаются, так что вы получаете эффект небольшой ступеньки. Обычно это довольно слабо заметно.
Что является причиной этой проблемы?
Существует множество причин для смещения слоев, и они могут быть такими же простыми, как если бы кто-то стучал по принтеру в процессе печати. Более сложными причинами могут быть изогнутые или смещенные валы, или даже сопло, попадающее на модель и вызывающее небольшой сдвиг в положении стола.
Устранение неполадки
УБЕДИТЕСЬ, ЧТО ПРИНТЕР ИМЕЕТ УСТОЙЧИВУЮ ОСНОВУ
Поместите принтер на устойчивое основание и в такое место, где его можно будет не задевать. Даже небольшой толчок принтера может сдвинуть основание печати и вызвать проблемы.
ПРОВЕРЬТЕ НАДЕЖНОСТЬ ПОВЕРХНОСТИ ПЕЧАТИ
Многие 3D-принтеры используют какой-либо вид съемной печатной поверхности. Хотя это удобно при удалении моделей и позволяет избежать повреждения принтера, это также означает, что со временем зажимы и винты могут ослабнуть. Убедитесь, что при переустановке поверхности она плотно закреплена или закреплена болтами, чтобы избежать скольжения или движения.
СЛЕДИТЕ ЗА ДЕФОРМАЦИЕЙ ВЕРХНИХ СЛОЕВ
Верхние слои модели могут легко деформироваться при слишком быстром охлаждении. Когда слои деформируются, они поднимаются и могут стать препятствием для сопла при его движении. В большинстве случаев модель будет отклеиваться со стола, но если этого не произойдет, мощные шаговые двигатели могут толкать стол дальше. Если ваши модели страдают от деформации в верхних слоях, попробуйте немного уменьшить скорость вращения вентиляторов обдува модели.
УМЕНЬШИТЕ СКОРОСТЬ ПЕЧАТИ
Можно ускорить время печати для вашего принтера, увеличив температуру и поток. Однако, хотя это может привести к тому, что нить будет течь в правильном качестве, остальная часть принтера может изо всех сил стараться не отставать. Если в процессе услышите щелчок, первым пунктом является проверка того, что филамент не проскальзывает, далее проверка фактической скорости принтера. Вы можете легко настроить скорость вашего принтера в любом хорошем слайсере.
ПРОВЕРЬТЕ РЕМНИ
Если слои все еще смещаются, то пришло время проверить ремни. Быстрая проверка состоит в том, чтобы просто обойти все ремни и сжать их вместе. Натяжение каждого ремня должно быть одинаковым, в противном случае вам необходимо отрегулировать положение ремня, чтобы выровнять натяжение. Со временем резиновые ремни будут растягиваться. Чрезмерно натянутые ремни также могут быть проблемой, но обычно это проблема, только если вы создали принтер самостоятельно. Некоторые принтеры, такие как Prusa i3, имеют винты натяжения ремня, которые позволяют легко регулировать ремень.
ПРОВЕРЬТЕ ШКИВЫ
Они обычно подключаются непосредственно к шаговому двигателю и одному из главных винтов, которые приводят в действие печатающую головку. Если вы аккуратно повернете шкив, вы увидите небольшой резьбовой винт. Потяните ремень и попытайтесь заставить шкив повернуться. Вы должны определить, что между шкивом и штоком двигателя нет скольжения. Если есть, затяните установочный винт и попробуйте снова.
ЧИСТИТЕ И СМАЗЫВАЙТЕ ВАЛЫ
Со временем мусор и пыль могут накапливаться на валах, что означает, что в некоторых точках по их длине увеличивается трение. Это может повлиять на свободное движение головы и вызвать смещение слоя. Быстрая очистка и повторное смазывание валов обычно решает проблему.
ПРОВЕРКА ДЕФОРМАЦИИ ВАЛОВ
Если вы видите, что печатающая головка движется прерывисто в определенных точках, возможно, один из валов слегка согнут. Обычно это можно определить, выключите принтер, чтобы через шаговые двигатели не проходило питание, а затем передвиньте печатающую головку по осям X и Y. Если вы чувствуете сопротивление, значит, что-то не так. Начните с проверки, выровнены ли валы относительно друг друга, если это в порядке, то снимите валы и катите их на плоской поверхности. Если какой-то согнут, то это будет заметно.
Чек-лист решения этой проблемы
- Убедитесь, что принтер находится на устойчивой основе
- Проверьте надежность крепления поверхности для печати
- Остерегайтесь деформированных верхних слоев
- Скорость может стоять слишком высокая
- Проверьте ремни
- Проверьте шкивы
- Убедитесь, что валы чистые и нанесите немного масла на них
- Проверьте валы на деформацию
33. Дефекты мостов

В чем проблема?
Мосты, по сути, представляют собой отрезок пластика, который нависает между двумя выступающими точками. Если у вас есть две колонки с зазором в 5 см, то нить, которая находится сверху между этими двумя точками и ничем ниже не поддерживается, является мостом.
Большая часть пластиков на удивление устойчивы к мостам, а с тонко настроенным принтером расстояние, достижимое мостами, может удивлять. Однако, что-то не так, когда ваш принтер начинает не может сделать даже короткий мост.
Наиболее заметный случай — это когда принтер не может успешно преодолеть промежутки между 1 и 3 см. Экструзия может быть слишком тонкой, нить провисает или просто течет по высоте моста, а не поперек.
Что является причиной этой проблемы?
Понять суть проблем, связанных с мостами, довольно легко, и большая часть диагностики проводится через внешний вид неисправного моста.
Стоит также отметить, что способ, которым разные слайсеры обрабатывают мосты, очень различается: в таких приложениях, как Simplify3D, имеется специальная опция Bridge, которая будет регулировать экструзию и охлаждение для достижения наилучших результатов.
Наиболее распространенная проблема заключается в том, что разрыв, который вы пытаетесь преодолеть, слишком велик, это расстояние будет варьироваться в зависимости от принтера и материала. Обычно вы можете заметить, является ли разрыв слишком большим, поскольку нить начнет провисать в середине или разрываться.
Охлаждение — это еще одна важная проблема: необходимо быстро охладить нить, чтобы она могла поддерживать себя между двумя колоннами.
Скорость экструзии одинаково важна: если печатающая головка перемещается быстро, то скорость и вибрация неизбежно вызовут проблему.
Слишком высокая температура экструзии будет выделяться при соединении провисанием нити.
Устранение неполадки
ПРОВЕРЬТЕ ВОЗМОЖНОСТИ ПРИНТЕРА
Вы можете сделать пробную печать с колоннами и перемычками на разных расстояниях, чтобы проверить, как далеко пойдет ваш принтер, начните с зазора 5 мм, а затем увеличьте. Между 5 и 10 хорошо, 15 будет отлично.
ДОБАВЛЕНИЕ ПОДДЕРЖКИ
Быстро и легко исправить проблему можно просто добавив поддержки.
УВЕЛИЧЕНИЕ ОБДУВА
Увеличьте обдув, чтобы обеспечить быстрое охлаждение нити, и чем быстрее нить охлаждается, тем больше будет возможность создать мост.
УМЕНЬШИТЕ СКОРОСТЬ ЭКСТРУЗИИ
Быстрое выдавливание является абсолютным злом, когда речь идет о мостах, вам нужно медленное и устойчивое движение, так как для нити необходимо время, чтобы дотянуться до моста сохранив целостность.
ИСПОЛЬЗУЙТЕ SIMPLIFY3D
Этот слайсер имеет функцию моста и автоматически распознает любые области вашей печати, которые требуют большего охлаждения и более низких скоростей экструзии.
Чек-лист решения этой проблемы
- Проверьте возможности принтера печатать мосты
- Добавьте поддержки
- Увеличить обдув модели
- Уменьшить скорость экструзии
- Используйте Simplify3D
Для ремонта и обслуживания 3D-принтеров вам понадобиться различные комплектующие, в нашем магазине Вы можете купить запчасти для 3D-принтера по доступной цене.
ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: ЧТО-ТО ЕЩЕ…
Вы успешно распечатали модель и она выглядит великолепно, но проблема все еще остается. Вот проблемы 3D-печати, которые не подходят ни к одной из перечисленных выше категорий.
34. Модель не снимается со стола

В чем проблема?
Модели, которые, казалось бы, приварены к платформе для печати, встречаются так же часто, как модели, которые вообще не прилипают. К сожалению, довольно часто вы сталкиваетесь с обеими проблемами в один день, и, как правило, решая одну, вы создаете другую.
Основным решением этой проблемы 3D-печати является баланс.
Определить проблему просто. Как только печать закончена, модель просто не сдвинется с места. На самом деле она прилипла настолько прочно, что вы можете поднять вес принтера за нее (как бы это ни было заманчиво, не делайте этого).
Что является причиной этой проблемы?
Когда нить теплая, она должна быть липкой, так что при укладке каждого слоя она склеивается. Поскольку стол для печати теплый, нить, соприкасающаяся с ним, будет прилипать до полного охлаждения.
Модель с большой площадью поверхности, который находится в непосредственном контакте с основанием, может быть просто упрямым для удаления.
Старые столы для печати могут стать чрезмерно текстурированными со слоями клея, или небольшие углубления в стекле выступают в качестве якорей для пластика. Со временем эта текстура может создать почти неразрывную связь. Некоторые печатные столы перфорированы по дизайну, и обычно они дают наиболее трудные для удаления отпечатки..
Устранение неполадки
ИМЕЙТЕ НЕМНОГО ТЕРПЕНИЯ
Вы ждали несколько часов для печати, но надо подождать еще немного, пока модель полностью остынет. После некоторого охлаждения модель может отлипнуть сама по себе. Когда пластик охлаждается, он затвердевает, теряя липкость, необходимую для сцепления слоев.
ИСПОЛЬЗОВАНИЕ НОЖА
Многие 3D-принтеры поставляются с ними, но вы можете найти их в любом приличном магазине. Если вы оставили модель на час, а она все еще прочно приклеена, снимите печатную поверхность с принтера и положите ее на стол. Уприте во что-нибудь. В идеале в стену. Затем осторожно используйте нож, чтобы подцепить края.
ОЧИСТИТЕ ПЛАТФОРМУ
Это может не помочь с текущей печатью, но если ваша платформа забита старым клеем, то, вероятно, пришло время очистить ее. Будущие отпечатки могут приклеиваться уже не так прочно. Если отпечаток все еще приклеен, запустите его под струю горячей (не кипящей) воды и осторожно используйте шпатель для удаления клея на поверхности.
После распечатки убедитесь, что платформа очищена, и осмотрите поверхность стела. Если есть углубления, переверните стекло и используйте гладкую сторону. Если у обеих сторон есть признаки точечной коррозии, замените стекло.
ВСТАВЬТЕ ЕГО В ДУХОВКУ
Бывают случаи, когда горячая вода не помогает, если у вас есть стеклянная или другая жаропрочная поверхность без пластмассы или электроники, и вы можете снять ее с принтера, поставьте ее в духовку. Установите температуру 100º, а затем используйте шпатель, чтобы проверить, можете ли вы снять модель. Если не получается, увеличьте температуру до 120º, оставьте на пять минут и попробуйте снова. Повышайте температуру до тех пор, пока вы не удалите модель.
НЕ ИСПОЛЬЗУЙТЕ ДЕШЕВЫЙ ПЛАСТИК
Во многих случаях дешевый пластик — это ложная экономия.
СДЕЛАЙТЕ НЕСКОЛЬКО ОТВЕРСТИЙ
Создав несколько отверстий в поверхности основания для печати, вы можете избежать прилипания, вызванного слишком большим поверхностным контактом.
Чек-лист решения этой проблемы
- Проявите терпение
- Используйте шпатель
- Очистите стол для печати
- Используйте духовку
- Не используйте дешевый пластик
- Сделайте отверстия в столе для печати
Введение.
Сижу в пять утра, работаю, а тут на тебе, письмо пришло. Человек не может подготовить задание для 3D-принтера на печать. Просит о помощи. Ты время то видел? Полигон не работает, Кислайсер тоже, а человек мучается, думаю дай помогу. Результатом моей помощи была благодарность и хорошо напечатанная деталь. А я по суди палец о палец не ударил, всего лишь залил модель в Simplify и подготовил к печати модель через ранее настроенный мною профиль. Но когда сидишь в 5 утра и работаешь, даже такая мелочь отвлекает.
Решил написать свой манул, потому что в интернете информации, особенно на русском языке достойной так и не нашёл. Есть одно видео, но объясняет коллега как-то долго и затянуто (ссылка на видео ниже). Наверное я привык воспринимать информацию в виде текста. Похоже начал стареть.

Меня тоже неоднократно просили записать отдельное видео по объяснению всех особенностей программы, но я решил написать текстовую статью. Почему? Потому что удобнее использовать статью, если что-то забыл. В качестве примера я привожу версию для macOS.
[Обновлено 29.05.2023] – полное видео я записал в рамках онлайн школы, которая запущена на отдельном домене.
Онлайн-школа 3D печати
Вводную часть я хочу начать с причины: почему я использую Simplify3D.
- Программа очень удобна в обращении.
- Нет равных по скорости подготовки кода.
- Хорошо справляется с большими моделями (другие слайсеры просто зависают на веки). Однако, мощности Вашего компьютера должно быть достаточно. Хотя это не новость. Надо понимать, что мы работаем с 3D-моделями. Для таких работ компьютер по умолчанию должен быть максимально мощный.
- Возможность работать с процессами. На момент написания статьи у аналогов нет такой возможности. Процессы позволяют задавать разные параметры печати на разные слои.
Запуск программы.
И так начнём. А начнём мы с того, что научимся различать, что такое профиль, а что такое процесс в симпли.
Профиль – это базовый файл, который содержит в себе основные настройки принтера: размер рабочей области, начало координат, количество экструдеров, температурные режимы под разные материалы, start-code, end-code и т.п. Все это можно настраивать и менять при подготовлен g-code, при этом базовые настройки подтягиваются именно из профиля.
Однако за подготовку G-Code отвечает не профиль, а закреплённый за этим профилем процесс или при необходимости несколько процессов. В процессе задаются все остальные параметры печати: высота слоя, количество поддержек, скорость печати и т.п. Надо заметить, что профиль один, а процессов может быть неограниченное количество. Например если есть необходимость половину детали печатать высотой слоя 0,3 мм, а половину 0,2 мм. Или часть детали должна иметь заполнение 20%, а часть 50%.
Практически под любой 3D-принтер профиль и процессы можно создать вручную, об этом и пойдёт речь в этой статье. Если Вам лень читать или обстоятельства не позволяют уделить время изучению данной статьи, Вы можете отправить запрос на подготовленные профили на почту dmitry@kamonichkin.ru. Все остальные, читаем далее.
Я не буду заострять внимания на установке программы, потому что если Вы не умеете устанавливать программу на компьютер, то Simplify3D изучить Вам не предречено.
Открываем программу и видим главный экран.

На картинке я показал, что значит каждая кнопка. Для упрощения процесса изучения советую всем нажать на каждую кнопку и попробовать, как она работает, предварительно загрузив Вашу 3D-модель. Чтобы загрузить 3D-модель надо нажать на “import” в разделе “список 3D” или тупо перетащить модель в окно программы.

Что надо сделать сразу?
Перел работой в Simplify3D я работал и в других слайсерах. Практически везде скорость показывается в миллиметрах в секунду. Почему то в Simplify3D этот параметр измеряется в других единицах. Чтобы исправить этот недуг, надо зайти в настройки.

Пробежимся по остальным кнопкам:
Unit system – Выбор системы измерений. Собственно выбираем в какой системе измерений удобней работать в Inches – дюймах или Millimeters – миллиметрах.
Swap mouse scholl wheel zoom direction — Смена направления прокрутки колесика для приближения/отдаления от модели.
Midle mouse button resets view — При нажатии на колесико (или среднюю клавишу) мыши камера виртуального поля возвращается в стандартное положение.
Save and restore application state – Сохранение состояния программы при выходе из нее и восстановления его при входе;
Check for updates at startup – Автоматическая проверка обновлений;
Mouse/Keyboard Shortcuts – Горячие клавиши.
Пробежимся по вкладкам настроек:

Machine type – Тип принтера. Для обычных декартовых принтеров оставляем по умолчанию Certesianrobot, соответственно для дельта-принтеров выбираем Delta robot.
Build Volume – Размеры области печати.
Origin offset – Смещение нуля. Simplify 3D позволяет скорректировать работу конецевиков. На первый взгляд бесполезная вещь, но иногда может сэкономить время на выставлении их положения.
Homing direction – Положение «дом». Другими словами — начало отсчета осей.
Flip build table axis – Инвертирование направлений осей. Если перепутана полярность обмоток шагового двигателя при сборке принтера, чтобы не перетыкать лишний раз разъем на плате управления принтера, воспользуйтесь данной функцией выставив галочку.
Выбор между Y—axis is vertical и Z—axis is vertical заключается в выборе левой или правой тройки координатных осей. Для каких принтеров это сделано не могу даже догадаться, оставляем Z—axis isvertical по умолчанию.
Automatically scale to correct unit system without prompting — Автоматическое масштабирование под выбранную систему единиц измерений.
Center and arrange models after importing — Расположение по центру платформы загруженных моделей.
Calculte normal independent from imported file — Расчет нормальной независимости из импортируемого файла.
Only show front side of triangles (culling) — Показывать только переднею сторону треугольников из которых отрисовывается модель.
G-Code Preview Quality – Выбор качества пред просмотра модели после слайсинга, соответственно High – высокое качество, Low – низкое качество.
Automatically load preview after slicing – Автоматический вывод модели после слайсинга на предпросмотр;
Include build table in virtual environment — Включение отображения столика в виртуальной среде.
Show extruder retraction moves — Включение отображения движения экструдера в режиме предпросмотра.
Show machine movements in preview — Включение отображения движения экструдера во время печати.
Show toolhead during preview— Включение отображения панели инструментов во время печати.
Vertex Buffer Size (advanced) — Размер буфера точек модели.
Color Setting — Настройки цвета.
Default model color — Цвет модели.
Selected model color — Цвет модели при ее выборе.
Support material color — Цвет поддержки.
Подготовка G-Code (управляющей программы для 3D-принтера)
Создание и настройка процесса
Чтобы подготовить код для 3D-принтера, для начала Вам необходимо создать процесс. Для этого нажмите add в блоке “Список профилей”.

Перед нами открывается набор настроек профиля и процесса. Если у Вас открылся не полный набор настроек, а только часть, то нажмите на кнопку Show Adanced. Нет, Вы, конечно, можете пользоваться 3D-принтером и в режиме юзера, а не профессионала, но тогда зачем Вас вообще Simplify3D? В конце концов – это не микроволновка. Разные параметры и настройки могут дать разный результат и свойства детали.
Смысл тут в том чтобы задать настройки диаметра сопла — Nozzle Diameter, множитель экструзии — Extrusion Multiplier и фактическую выдавливаемую ширину расплавленной нити — Extrusion Width, для каждого из них. Для различия экструдеров между собой, каждому нужно проставить свой индекс — Extruder Toolhead Index. Как правильно установить значение фактической ширины экструзии (Extrusion Width) читайте в отдельной статье.
Ooze control — Контроль вытекания пластика из сопла;
Retraction – Втягивание пластика. Обязательно должно быть включено и настроено, иначе модели будут с соплями, нить будет схватываться не тех местах где рассчитывает слайсер и прочее;
Retraction Distance – Длинна втягивания. Параметр зависит от множества факторов, начиная от производителя филамента заканчивая устройством экструдера, поэтому настраивается индивидуально;
Extra Restart Distance — Дополнительное выдавливание пластика после ректакта на заданное значение;
Retraction Vertical Lift — Высота подъема сопла для перемещения его из одного места печати в другое. Помогает предотвратить плавление отпечатанного пластика;
Retraction Speed – Скорость втягивания;
Coast at End – Включение втягивания после окончания печати;
Coasting Distance — Длинна втягивания после окончания печати;
Wipe Nozzle – Включение вытирания сопла от вытекшего пластика при его разогреве об платформу, во время начала печати;
Wipe Distance – Длинна этого вытирания.
Вкладка Layer (Слой)

Layer Setting – Основные настройки параметров слоя;
Primary Extruder – Номер/название экструдера. Если у вашего принтера несколько экструдеров, то есть возможность задать для каждого свои параметры слоя. Например если вы печатаете сложную по своей форме модель и возникает потребность в дополнительных поддержках, идеальным вариантом будет печатать их PVA (вики) пластиком (он типа растворяется в воде) соплом с бОльшим диаметром и с бОльшей высотой слоя для экономии времени;
Primary Layer Height –Высота слоя. Нетрудно догадаться, что чем меньше высота слоя, тем выше качество боковых поверхностей, однако при этом продолжительность создания 3D модели прямо пропорционально возрастает, поэтому нужно определять некую золотую середину для каждой детали, учитывая ее дальнейшее предназначение;
Top Solid Layers – Количество верхних слоев детали;
Bottom Solid Layer – Количество нижних слоев детали;
Outline/Perimeter Shells – Количество «оболочек» боковых частей (стенок) детали;
Outline Direction – Направление печати слоя. Два варианта: Inside Out – сначала внутренняя часть, потом внешняя, Outside—In – наоборот, сначала внешняя часть, потом внутренняя. Я пробовал печатать при разных направлениях, визуально разницы нет, теоритически первый вариант лучше, так как тут исключается деформирование внешней оболочки за счет «удерживания»;
Print islands sequentially without optimization – Режим последовательной печати «островков» без оптимизации;
Single outline corkscrew printing mode (vase mode) – Включение этого режима делает из загруженной модели «пустую бочку» с толщиной стенки в один проход сопла, а сама печать проходит по спирали с непрерывным подъемом по вертикальной оси Z. Для чего нужен режим Vase Mode Вы можете прочитать тут.
First Layer Setting – Настройки первого слоя. Параметры задаются относительно номинальной высоты слоя Primary Layer Height;
First Layer Height – Величина высота первого слоя;
First Layer Width– Пропорциональная ширина. У напечатанных фигурок есть небольшая особенность в виде выпирающих первых слоев. Связано это с тем, что нижние слои сильнее размазываются для обеспечения хорошего прилипания модели к платформе. Уменьшив этот параметр можно избавиться от этой особенности;
First Layer Speed – Скорость печати первого слоя. Этот параметр также сильно влияет на качество прилипания первого слоя к платформе. Все просто, чем меньше скорость, тем лучше ляжет пластик.
Start Points –Начальная точка печати
Use random start points for all perimeters – Выбор произвольной начальной точки из периметра модели;
Optimize start points for fastest printing speed – Оптимальный выбор начальной точки печати, для быстрой скорости печати;
Choose start point closest to specific location – Выбор начальной точки из периметра модели ближайшей к заданной.
Вкладка Additions (Дополнительно)

Skirt Settings – Настройка обводящей линии. Эта линия нужна для того чтобы выдавить немного пластика перед непосредственной печатью;
Include Skirt/Brim – Включение обводящей линии;
Skirt Layers – Количество слоев, то есть высота;
Skirt Offset — Расстояние на которое юбка будет выступать за основание модели;
Skirt Outlines – Ширина юбки в количестве линий.
Raft Setting – Настройки рафта;
Include Raft – Включение рафта;
Raft Layers – Высота рафта, задается количеством слоев;
Raft Offset – Расстояние на которое рафт будет выступать за основание модели;
Raft Infill – Плотность заполнения слоев рафта;
Disable raft base layers – Отмена основного рафтового слоя. Это дословный перевод, пока не знаю, что тут подразумевается.
Use prime pillar – Блок настроек для построения мусорного столба. Необходим для того, чтобы перед печать другим экструдером он делал чистку сопла.
Prime Pillar Exstruder – Указывает на то какой экструдер участвует в чистке.
Pillar width – ширина сечения квадрата мусорного столба.
Pillar location – местоположение мусорного столба относительно модели на платформе.
Speed mulplier – скорость печати мусорного столба.
Use Ooze Shield – внешняя оболочка вокруг детали для печати пластиками со свойствами усадки.
Ooze Shield Exstruder – какой экструдер использовать для построения оболочки.
Offset from part – расстояние до модели от оболочки.
Ooze Shield outline – количесво периметров оболочки.
Sidewall shape – тип оболочки.
Sidewall Angle Change – угол, при котором Ваш принтер печатает без поддерживающего материала.
Speed mulplier – скорость печати оболочки от заданной для печати.
Вкладка Infill

В этой вкладке выставляются настройки заполнения. При условии, что модель делается не цельной, а такое бывает практически всегда, внутренняя структура модели определяет механические ее параметры. При стандартных настройках модели получаются как правило, довольно прочными, если необходимо большую поперечную жесткость на эти настройки нужно обратить внимание.
General – Основные настройки заполнения;
Infill Extruder – Выбор экструдера, которым будет осуществляться печать внутренней структуры детали. Очень полезная функция для тех у кого принтер имеет два и более экструдеров. Пример, когда эта функция может пригодится, незамысловат. Например, нужно напечатать модель из дорогого пластика Wood, для его экономии внутреннюю, невидную часть можно напечатать обычным ABS, это значительно уменьшит конечную стоимость детали и сделает ее прочнее;
External Fill Pattern — Выбор формы внутренних линий : Rectilinear — прямолинейные или Concentric – радиусами и кругами с одним центром;
Interior Fill Percentage – Плотность заполнения внутренней части;
Outline Overlap – Нахлест заполнения на перимерты. Заполнение будет заразить на ширину периметра на такое значение, которое установлено к этом пункте в процентном соотношении;
Infill Extrusion Width – подача материала при заполнении;
Minimum Infill Length – Минимальная длинна участка сетки заполнения;
Combyne Infill Every – Разброс сетки заполнения, через определенное количество слоев;
Include solid diaphragm every – Включение печати монолитных слоев, через определенное количество слоев. Данный параметр может увеличить жесткость 3D моделей;
internal infill angle offset – угол внутреннего заполнения
External infill angle offset – угол внешнего заполнения
Вкладка “Support”

Кто не в курсе под поддержкой понимается печать несущих конструкций под элементами 3D модели оказавшимися висячими в воздухе. Подробнее о том, что такое поддерживающие структуры Вы можете прочитать в отдельной статье.
Generate Support Material – Включение генерирования поддержек;
Support Extruder – Выбор экструдера для печати поддержек. Фишку этой функции я описал в PrimaryExtruder, если забыли то читайте снова выше;
Support Infill Percentage – Плотность поддержек. Не монолитные же их печатать;
Extra Inflation Distance – Расстояние которое вокруг поддержек будет свободным;
Support Base Layer – Чтобы поддержка не отрывалась от стона необходимо задать количество слоев в основании;
Combine Support Layers every – Сгрупировать между собой линии поддержки каждые;
Dense Support Layers – Выбор количество заполненных слоев;
Dense Infill Percentage – Плотность заполненных слоев;
Support Type – на выбор два варианта, либо везде, либо только от стола. При выборе второго варианты поддержка не будет строится от верхнего перекрытия модели. Иногда полезно, когда не хочется портить модель поделками. Проверяйте соответствие модели на правильность.
Support Pillar Resolution – Размер колонны которая выполняет функцию поддержки;
Max Overhang Angle – Максимальный угол выступающего элемента для которого будет генерироваться поддержка.
Horizontal Offset From Part – Расстояние через которое возможно горизонтальное ветвление поддержек;
Upper Vertical Separation Layers – Количество слоев через которое возможно вертикальное ветвление вверх;
Lower Vertical Separation Layers – Количество слоев через которое возможно вертикальное ветвление снизу;
Настройка FFF Profile и Factory File.
В этом пункте главное понять отличия FFF profile от Factory File. И то и то является набором настроек. В случае с FFF profile – файл содержит набор параметров 3D-печати (диаметр сопла, материалы, качества, температуры). Factory File содержит параметры самого 3D-принтера (размер поля, скрипты, координаты). Если Вы ходите перенести рабочее поле с одного принтера на другой, то сначала перенесите Factory File, а потом можете импортировать и экспортировать настройки 3D-печати используя профиль. Для того, чтобы это сделать, воспользуйтесь кнопками в верхней строке программы:
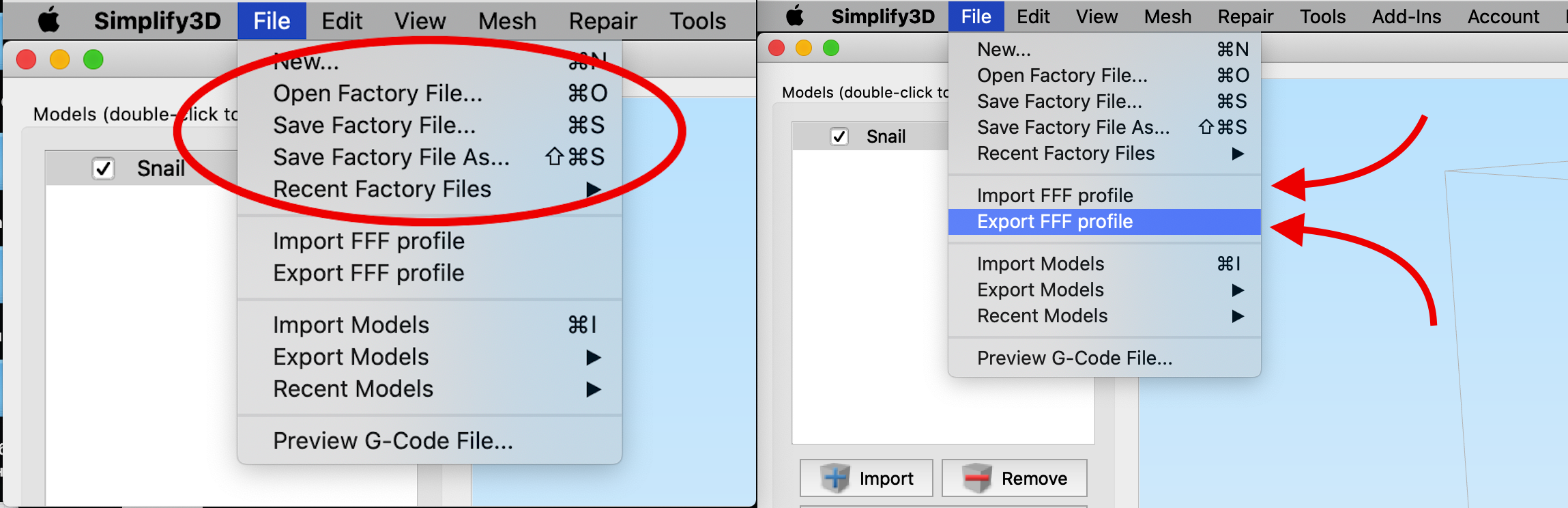
Как правильно настроить профиль в программе Simplify3D читайте в отдельном посте.
Вкладка “Температуры”.
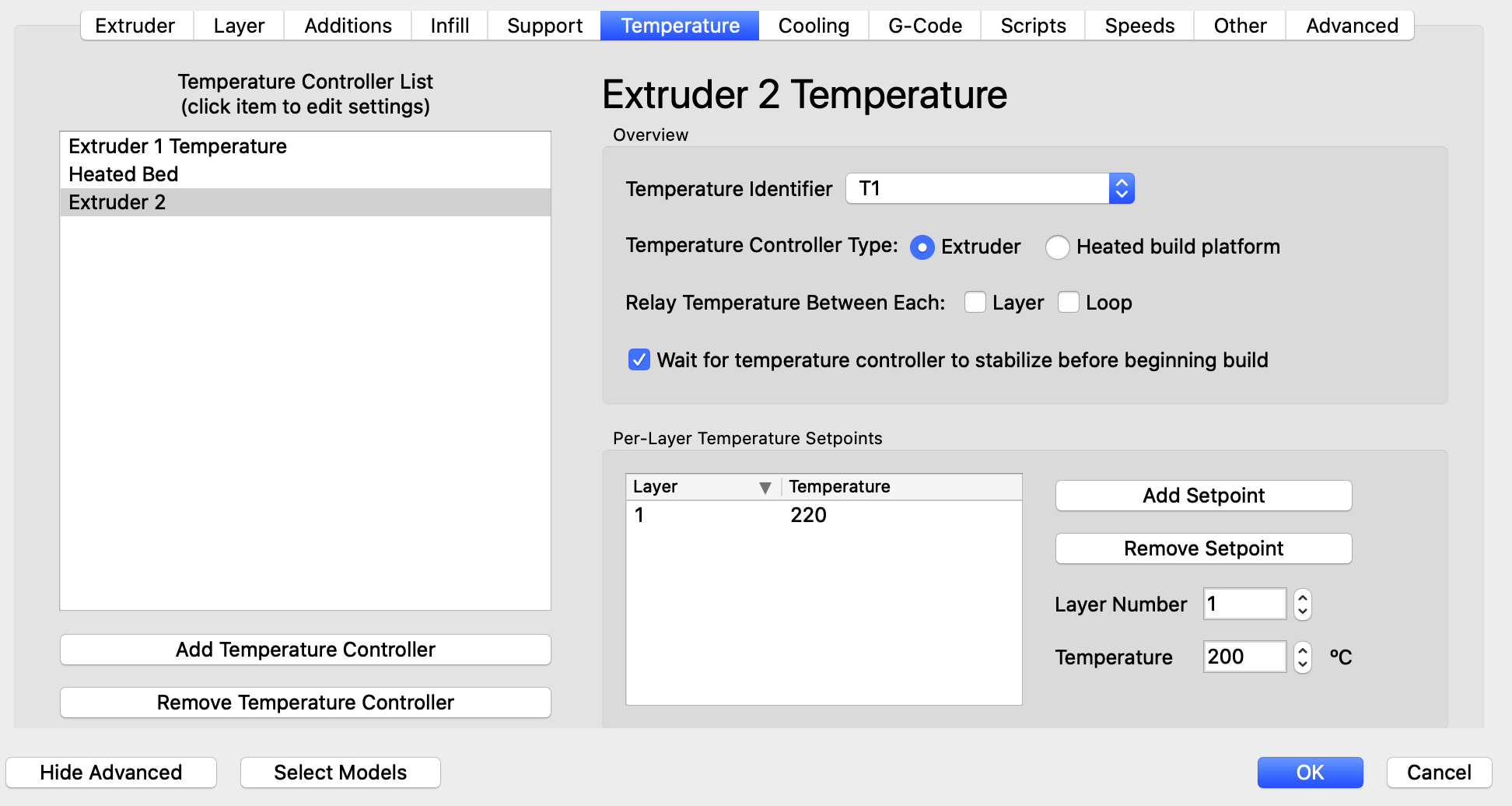
В этой вкладке нужно сконфигурировать температурные режимы работы экструдеров и нагревательной платформы.
Temperature Controller List – Перечень добавленных конфигураций для экструдеров или платформы;
Temperature Identifier – Выбор идентификатора температурного датчика;
Temperature Controller Type – Тип температурного контроллера: Extruder – экструдер или Heated buildplatform – нагревательная платформа.
Relay Temperature Between Each – Выбор того как часто будет происходить запрос температуры на контроль: Layer – каждый слой или Loop – через каждый цикл;
Wait for temperature controller to stabilize before beginning build – Включение задержки перед началом печати для стабилизации температуры;
Per—Layer Temperature Setpoints – Здесь можно выбрать температуру для каждого слоя. Например, при печати ABS пластиком для первого слоя ставим 240 °C, для остальных слоев 220 °C. Таким образом пластик прилипнет очень хорошо и слои лягут ровнее.
Layer Number – Номер слоя;
Temperature – Температура которую принтер будет поддерживать на заданном слое.
Вкладка Cooling

В этой вкладке задаются параметры работы вентилятора принудительного обдува.
Per—Layer Fan Controls – Так же как и с температурой, здесь можно выставить конкретные значения скорости вентилятора обдува.
Layer Number – Номер слоя;
Fan Speed – Скорость вентилятора;
Blip fan to full power when increasing from idle – Увеличение скорости вентилятора до максимума, когда принтер бездействует, т.е. когда печать закончилась.
Fan Overrides– Сброс скорости вентилятора;
Increase fan speed for layers below – Увеличение скорости вентилятора для слоев время печати которых меньше выставленного значения времени;
Maximum cooling fan speed – Максимальная скорость вентилятора;
Bridging fan speed override – Скорость вентилятора при печати мостов.
Вкладка G-Code

G—Code Options – Параметры G-кода
5D firmware (include E—dimension) – Включение G-кода с 5-ю изменяющимися параметрами. Это 3 главных оси и 2 экструдера.
Relative extrusion distances — относительнst расстояния экструзии
Allow zeroing of extrusion distances (i.e. G92 E0) – Разрешение обнуления расстояния экструзии;
Include M101/M102/M103 commands – Включение команд M101/M102/M103;
Firmware supports “sticky” parameters – Включение параметров не относящихся к G и M-кодам.
Apply toolhead offset to G-code coordinates – разрешить инструменты движение даже в областях, где есть смещение.
Offset – Смещение начальных значений на выставленную величину.
В правой части окна этой вкладки настройки машины (дублируются в настройках)
Вкладка Scripts

В этой вкладке прописываются команды которые должен выполнить принтер:
Starting Script — В начале печати;
Layer Change Script — На каждом слое;
Rectaction Script – При ретракте;
Tool Change Script — Инструмента;
Ending Script — В конце печати. Прописать команды здесь может быть полезно, я, например, написал чтобы головка парковалась в нулевое положение и платформа максимально выдвинулась, так очень удобно снимать готовую модель.
Что означают команды можно подсмотреть тут, а я рассмотрю самые популярные.
Сами команды делятся на группы:
G – Подготовительные (основные) команды;
М – Вспомогательные (технологические) команды.
Эти команды имеют параметры.
X – Координата точки траектории по оси X [G0 X100 Y0 Z0]
Y – Координата точки траектории по оси Y [G0 X0 Y100 Z0]
Z – Координата точки траектории по оси Z [G0 X0 Y0 Z100]
E – Координата точки выдавливания пластика [G1 E100 F100]
P – Параметр команды [M300 S5000 P280]
S – Параметр команды [G04 S15]
F – Параметр команды, подача (скорость) [G1 Y10 X10 F1000]
G – команды
G0 – Холостой ход, без работы инструмента [G 0 X 10]
G1 – Координированное движение по осям X Y Z E [G 1 X 10]
G4 – Пауза в секундах [G4 S15]
G28 – Команда Home – паркуем головку [G28 Y0 X0 Z0]
G90 – Использовать абсолютные координаты [G90]
G91 – Использовать относительные координаты [G91]
G92 – Установить текущую заданную позицию [G92]
Пояснение:
Относительные координаты – это координаты относительно текущего положения головки.
На пример, если головка находиться в положении X10 Y10, то при подаче команды G91
G1 X10 F1000, произойдет смещение головы на 10 мм по оси Х на скорости 1000.
Эту команду можно делать много раз, до достижения «софтового» ограничение в прошивке.
Абсолютные координаты – это координаты, строго привязанные к рабочей области.
При выполнении команды G90 G1 X10 F1000 – головка сместиться в координату X10 на скорости 1000.
Команда выполниться только один раз.
Обычные команды
M0 – Сделать паузу и ожидать нажатия кнопки на LCD дисплеи (работает если в прошивку установлен параметр ULTRA_LCD) [G0 X10 Y10 Z10 M0]
M17 – Подать ток на двигатели (двигатели руками не вращаются)
M18 – Убрать ток с двигателей (двигатели можно вращать руками, аналог M84)
M42 – Управление контактами ARDUINO MEGA 2560 [M42 P4 S255]
M80 – Включить питание, только для ATX – блок питания
M81 – Выключить питания, только для ATX – блок питания
M84 – Выключение всех осей (моторов после простоя) [M84 S10]
М112 – Экстренная остановка
M114 – Получить текущие координаты
M115 – Получить версию прошивки
M117 – Написать сообщение на экране [M117 Hello World]
M119 – Получить статус концевиков
M300 – Проиграть звук [M300 S5000 P280]
Команды SD карты
M20 – Прочитать SD карту (прочитать список файлов)
M21 – Инициализировать SD карту
M22 – Использовать SD карту
M23 – Выбрать файл с SD карты [M23 filename.gcode]
M24 – Начать/возобновить печать с SD карты
M25 – Пауза печати с SD карты
M26 – Установить позицию SD карты в байтах [M 26 S 12345]
M27 – Узнать статус печати с SD карты
M28 – Записать файл на SD карту [M 28 filename . gcode]
M29 – Закончить записать файла на SD карте
M30 – Удалить файл с SD карты [M 30 filename . gcode]
M31 – Получить значение, сколько прошло времени с последнего M109
M32 – Выбрать файл с SD карты и начать печатать [M 32 / path / filename #]
M928 – Логирование на SD карту [M 928 filename . gcode]
Экструдер
M82 – Установить экструдер в абсолютную систему координат
M83 – Установить экструдер в относительную систему координат
M104 – Ожидание нагрева экструдера до определенной температуры [M104 S190]
M105 – Получить текущую температуру экструдера [M105 S2]
M106 – Включение вентилятора обдува детали [M106 S127] – мощность 50%
M107 – Выключение вентилятора обдува детали [M 107]
M109 – Нагреть экструдер и удерживать температуру [M109 S215]
Стол
M140 – Установить температуру стола [M140 S65]
M190 – Нагреть стол и удерживать температуру [M190 S60]
PID M301 – Записать PID параметры в EEPROM [M301 H1 P1 I2 D3]
где: H0 – стол, H1 – экструдер
M302 – Разрешить холодное выдавливание [M302 P1].
M303 – Запустить процесс PID калибровки [M303 E-1 C8 S110]
где: E-1 – стол, E0 – хотэнд, C8 – количество попыток, S – температура.
M304 – Задать PID параметры для стола [M304 P1 I2 D3]
EEPROM – внутренняя память микроконтроллера (не обнуляется при выключении)
M500 – Сохранить параметры в EEPROM
M501 – Прочитать параметры из EEPROM
M502 – Сброс параметров EEPROM
Филамент
M200 – Задать диаметр филамента [M200 D1.128]
M600 – Замена филамента.
Вкладка Speeds

Speeds — Настройка всевозможных скоростей
Default Printing Speed — Общая скорость печати;
Outline Underspeed — Скорость печати внешних частей модели, процент от общей скорости;
Solid Infill Underspeed — Скорость печати монолитной части модели, процент от общей скорости;
Support Structure Underspeed — Скорость печать поддержек, процент от общей скорости;
X/Y Axis Movement Speed — Максимальная скорость по X и Y осям;
Z Axis Movement Speed — Максимальная скорость по оси Z;
Speed Overrides – Сброс скорости;
Adjust printing speed for layers below – Изменение скорости вентилятора для слоев время печати которых меньше выставленного значения времени;
Allow speed reductions down to – Разрешение снижать скорость не ниже выставленного значения.
Вкладка Other

Filament Properties — Параметры пластика;
Filament toolhead index – выбор инструмента для редактирования параметров материала;
Filament diameter — Диаметр;
Filament price — Стоимость килограмма. Из этого значения программа после слайсинга посчитает и выдаст примерную стоимость модели.
Filament density – плотность материала.
Блок Bridging — Настройка печати мостов;
Unsupported area threshold — Любой «висячий» элемент модели, который больше заданной площади будет распознаваться программой как мост;
Bridging extrusion multiplier — Множитель экструзии при печати мостов;
Bridging speed multiplier — Множитель скорости при печати мостов;
Use fixed bridging infill angle – Использовать фиксированный угол для экструзии на мостах;
Apply bridging setting to perimeters – использовать настройки мостов к периметру;
Horizontal Size compensatoin – горизонтальная компенсация размера;
Блок Tol Change Retraction – настройка ретракта для смена инструмента. Настраивается точно также как ректакт в первой вкладке.
Вкладка Advanced

Layer Modification – блок настройки работы данного процесса. Настраивается от и до определенной высоты по оси Z.
Thin wall Behavior – Стратегия печати тонких стенок.
External thin wall type – Стратегия внешнего периметра. Два варианта, печатать только периметр или использовать переменную экструзию.
Internal thin wall type – Стратегия внутреннего периметра. По сравнению с предыдущим пунктом добавился еще один вариант: печатать обычное заполнение.
Allowed perimeter overlap – Разрешать периметру “налазить” друг на друга на установленное значение в процентах.
Single Extrusions – Настройка переменной экструзии.
Minimum Extrusion Length – минимальная длина
Minimum Extrusion width – Минимальная ширина
Maximum Extrusion width – Максимальная ширина
Endpoint extension Distance – Определяет на сколько миллиметров линии с переменной экструзии увеличиваются в длине с одной и с другой стороны для увеличения прочности соединения с другими волокнами.
Ooze control behavior – Дополнительные настройки самовытекания
Only retract when crossing open spaces – принудительное втягивание только при прохождении пустых пространств
Force retraction between layers – принудительное втягивание между слоями
Minimum travel fer retraction – минимальное перемещение для ректакта (втягивания)
Perform retraction during wipe movement – принудительное втягивание нити во время вытирания
Only wipe extruder for outer-most perimeter – Вытирать сопло только на внешних периметрах
Movement behavior – коррекция перемещения
Avoid crossing outline for travel movement – предотвращать персечения детали при перемещении
Maximum allowed detour factor – Максимальный коэффициент удлинения траектории при перемещении по обходящей траектории. Даже если рабочего хода не хватит, то перемещение все равно дотянет пластик до модели.
Slicing behavior – Дополнительные параметры слайсера
Non-manifold segment – несвязанные сегменты и куски можно либо отбросить (Discard) или починить (Heal)
Merge all outlines into a single solid models – Убрать лишние отверстия с модели
Несколько процессов одновременно
Чтобы запустить несколько процессов за один установ 3D-печати вам необходимо создать их в списке профилей. После создания необходимо зайти в расширенные настройки каждого профиля и выбрать с помощью параметров start printing и stop printing в блоке Layer Modification расстояние функционирования данного процесса относительно высоты по Z.
Проверка G-Code
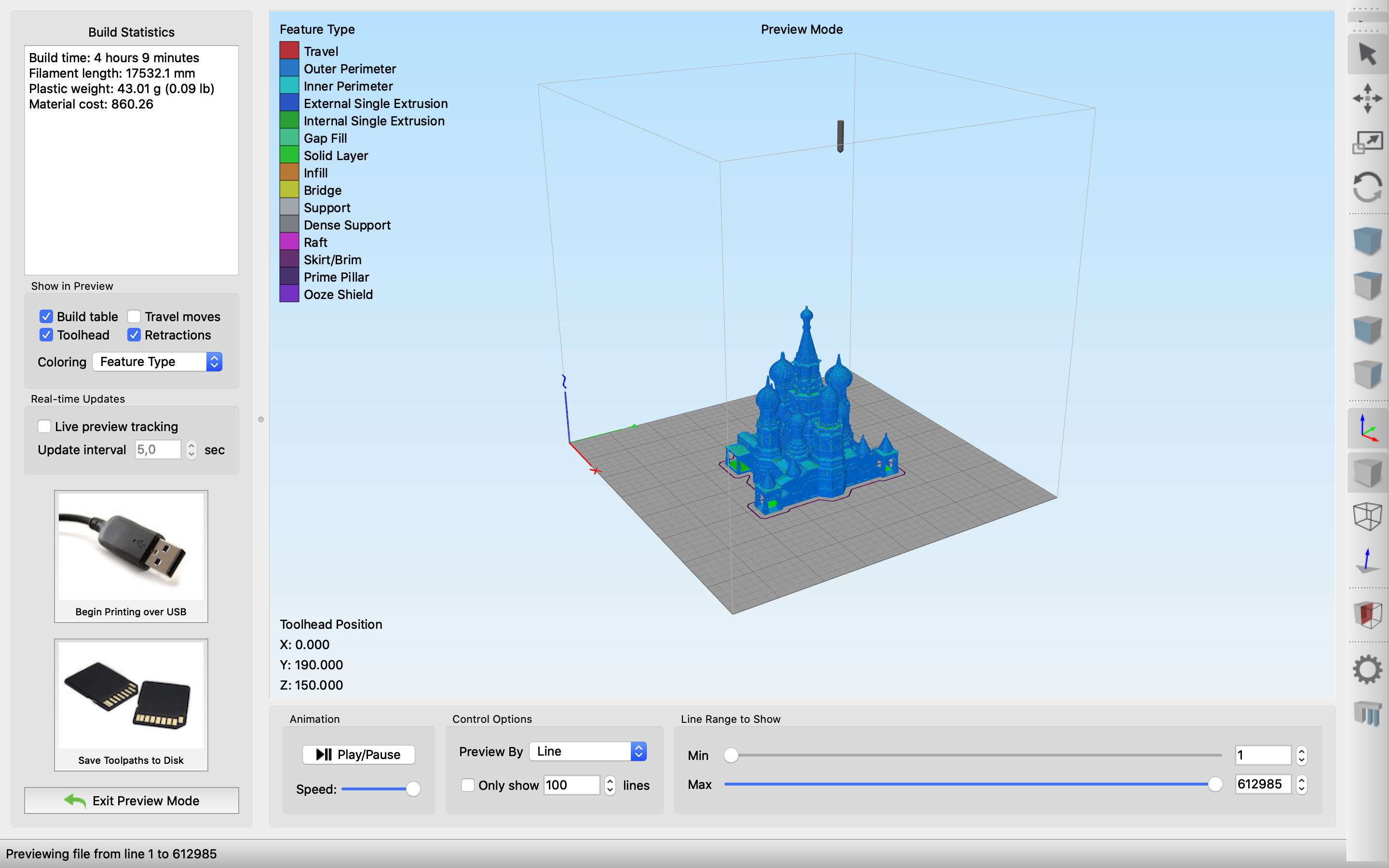
Блок animation – Позволяет запустить анимацию процесса 3D-печати и выбрать скорость анимации.
Блок Control Option – позволяет выбрать выборочное отображение линий или слоев 3D-печати.
Блок Line Range to Show – Позволяет выбрать диапазон отображения из предыдущего блока.
Блок Show in Preview – режим отображения превью. build table включит или выключит отображение платформы, toolhets включит или выключит отображение инструмента, retraction включит или выключит отображение точек ретракта, travel moves покажет в каких местах будут холостые перемещения.
В этом блоке лично для меня последний пункт(travel moves) самый полезный. Почему? Потому что если Вы неверно установили параметры retraction для Вашего 3D-принтера, то именно в этих местах будут
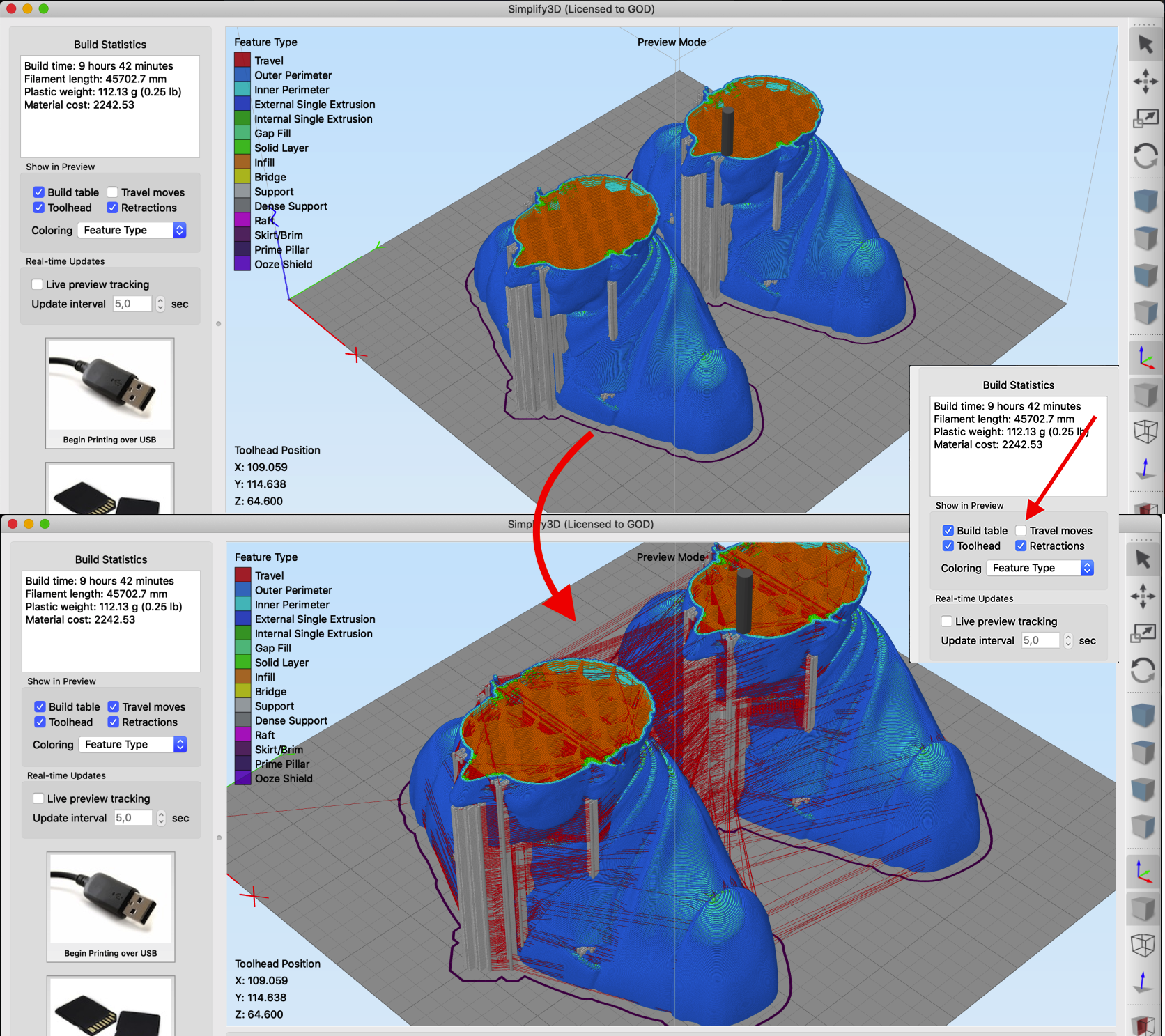
Красные линии – это как раз линии холостого хода экструдера.
Дополнение
Работа с полигональной сеткой
На вкладке Mesh Вы надеть настройки для работы с сеткой.

Частой проблемой у меня было неверное открытие файла с точки зрения отзеркаливания. Проверяйте этот момент!
Еще один очень полезный момент для многосемейно печати: копии модели на столе. Увидел, как один из моих учеников, для того, чтобы разместить на столе 4 шт. одинаковые модели, 4 раза перетаскивал эти модели в окно. Поэтому решил заострить на этом моменте. Чтобы сделать несколько копий модели и разместить их на одном столе необходимо воспользоваться вот этой функцией.
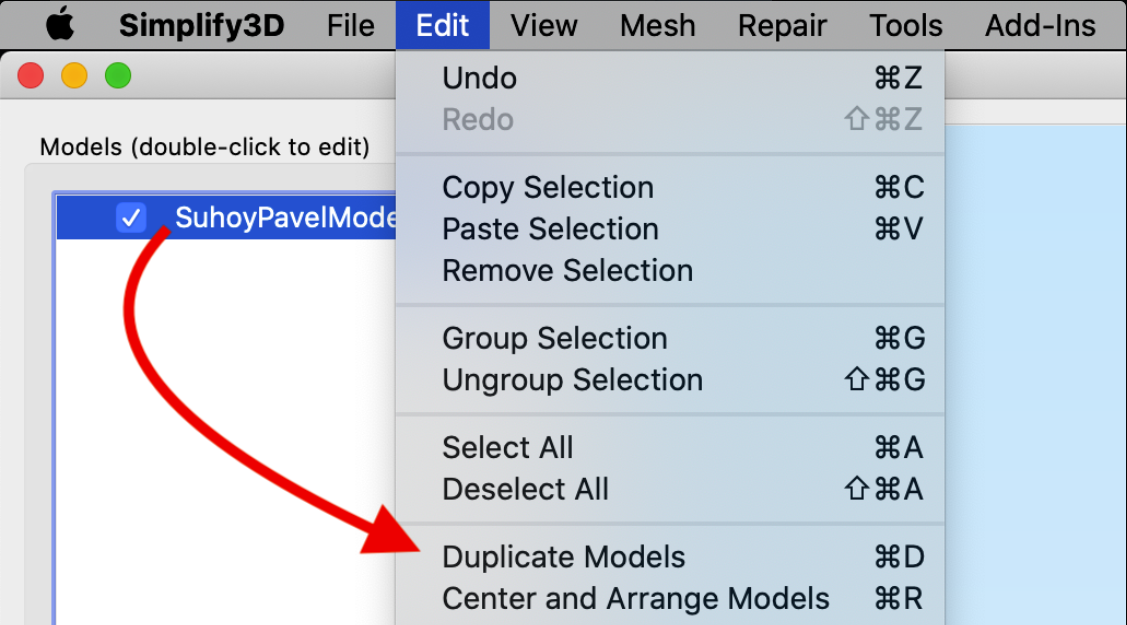
Далее необходимо брать какое количество копий Вы хотите увидеть на столе.
Недостатки
Увы, но пока что в программе нельзя задать высоту слоя для конкретного участка периметра. Например, чтобы внешняя стенка печаталась с высотой слоя в два раза тоньше внутреннего периметра. Даже письмо в поддержку Simplify3D написал. И они дали мне ответ! Смотрите внизу страницы.
Вывод
Лучшая программа, но если есть лучше, пишите нам на почту dmitry@kamonichkin.ru.
Если у Вас остались вопросы, пишите в комментарии к этой статье. Постараюсь ответить.
P.S Simplify3D дали ответ. И мне он очень понравился. Хотя и полностью, но частично он решает вопрос:
Hello,
Sorry, not at this time. You can print infill at a different height than the perimeters. It needs to be an interval of the primary layer height. You’ll find the setting in the Infill tab as “Print infill every _ layers”.
Thanks,
Перевожу:
Привет,
Извините, не сейчас. Вы можете напечатать заполнение на другой высоте, чем периметры. Это должен быть интервал высоты основного слоя. Вы найдете параметр на вкладке «Заполнение» как «Напечатать заполнение каждые _ слои».
Благодарю, Поддержка Simplify3D
Настройки Simplify3D для 3D принтера
Более 90% экспертов в области 3D печати считают, что ее качество зависит не столько от характеристик выбранного принтера, сколько от используемого софта. Simplify3D – один из наиболее мощных, функциональных и быстрых слайсеров, совместимый с обширной линейкой 3D оборудования. Практически все процессы с его помощью можно автоматизировать, сведя тем самым риск возникновения ошибок практически к нулю.
Наиболее яркие преимущества этого ПО – интуитивная простота интерфейса, оптимизация заданных по умолчанию параметров и простота в управлении сразу несколькими печатными процессами.
Основное рабочее окно слайсера предлагает вам список процессов, которые можно добавлять (Add) или удалять (Delete), при этом настройки каждого из них корректируются (Edit Process Setting).
При редактировании настроек процесса рекомендуется сразу открыть также дополнительный набор параметров (Show Advanced). Предустановленные профили для разных материалов по вашему желанию можно оставить или удалить.
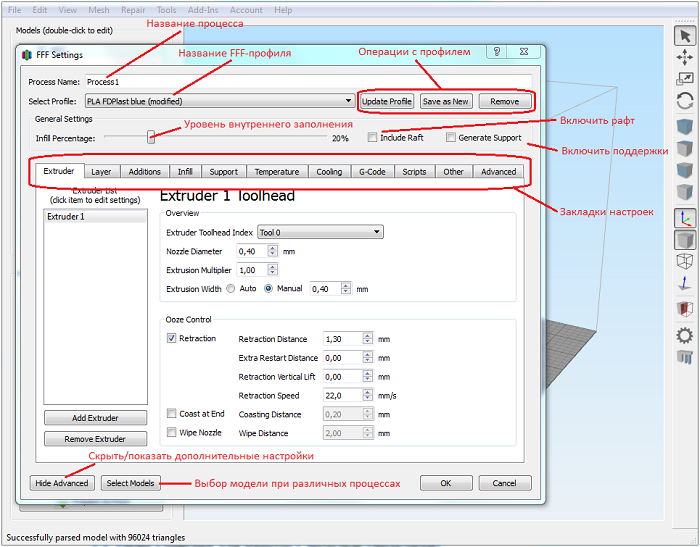
При настройке процесса вы можете задать его имя в поле Process Name и загрузить заранее сохраненные FFF профили в поле Select Profile. Отдельный профиль можно создать для каждого используемого типа, цвета или бренда пластика. Немного правее находятся кнопки управления – обновление (Update Profile), сохранение нового (Save as New) и удаление (Remove).
В группе общих настроек General Setting предлагаются следующие опции:
- Infill Percentage – выбор процентного показателя заливки модели.
- Include Raft – возможность печати дополнительной «подушки» между рабочим столом и объектом.
- Generate Support – включение поддерживающих структур.
При нажатии расположенной внизу основного экрана кнопки Hide Advanced можно получить доступ к дополнительным настройкам, а также выбрать определенную модель с помощью кнопки Select Models для их привязки к определенному процессу. Следует помнить, что если выполняется только один процесс, модель привязывается к нему автоматически.
Основные параметры
Ключевые настройки печати расположены в 11-ти последовательных вкладках – Extruder, Layer, Additions, Infill, Support, Temperature, Cooling, G-Code, Scripts, Other и Advanced, каждую из которых мы рассмотрим подробно.
Extruder
Список всех доступных экструдеров отображается в Extruder List, с помощью команд Add Extruder и Remove Extruder их можно добавлять или удалять. Если ваш принтер оснащен только одной печатной головкой, настройки не меняются.
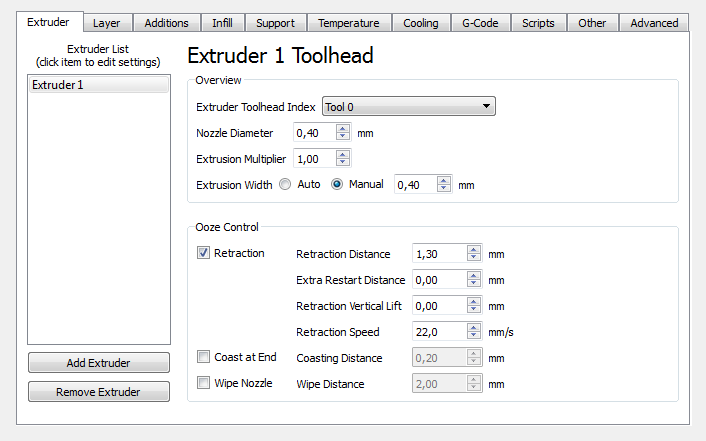
Общие настройки в группе Overview:
- Extruder Toolhead Index используется для прошивки нового экструдера при его замене. Опять-таки, это не касается оборудования с 1 головой;
- Nozzle Diameter задает диаметр сопла;
- Extruder Multiplier регулирует количество выдавливаемого пластика. За основу всегда берется 100% – этот показатель равен величине самой экструзии, но вы можете увеличивать или уменьшать его выбрав, например, 105% или 95% соответственно;
- Extrusion Width регулирует ширину выдавливаемой полоски пластика, при этом параметры и габариты самого объекта не меняются. Выбрав параметр Auto, вы автоматически установите экструзию. Шириной на 20% больше диаметра сопла, для ввода другого значения (для заполнения тонких стенок модели) следует выбрать опцию Manual.
Для экструзии 0,4 мм:

Для экструзии 0,48 мм:
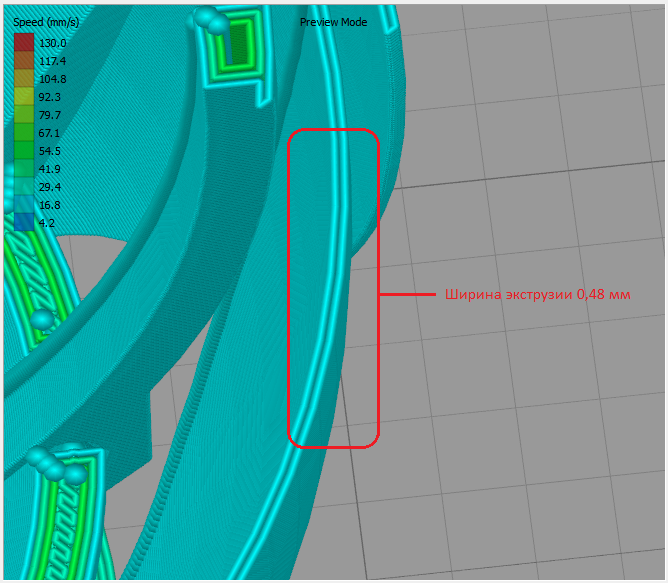
Параметры подачи пластика регулируются группой настроек Ooze Control. С их помощью можно минимизировать риск возникновения большинства визуальных дефектов поверхности – пузырьков, дыр и др. Подбирать их желательно индивидуально, так как их эффективность зависит напрямую от характеристик сопла и в меньшей мере – от качества филамента.
Что предлагается:
- Retraction – ретракция (втягивание пластика при выходе экструдера из зоны печати);
- Retraction Distance – расстояние ретракции;
- Extra Restart Distance – количество пластика, которое подается обратно в печатную головку после ретракта;
- Retraction Vertical Lift – расстояние, на которое поднимается или опускается сопло после ретракции;
- Retraction Speed – скорость втягивания пластика;
- Coast at End – галка позволяет прекратит подачу пластика незадолго до ретракции;
- Coasting Distance Layer – расстояние от точки, в которой наступает ретракция, до точки, в которой пластик уже не подается.
При включенной галке Coast at End, расстояние Coasting Distance Layer – 0,4 мм:
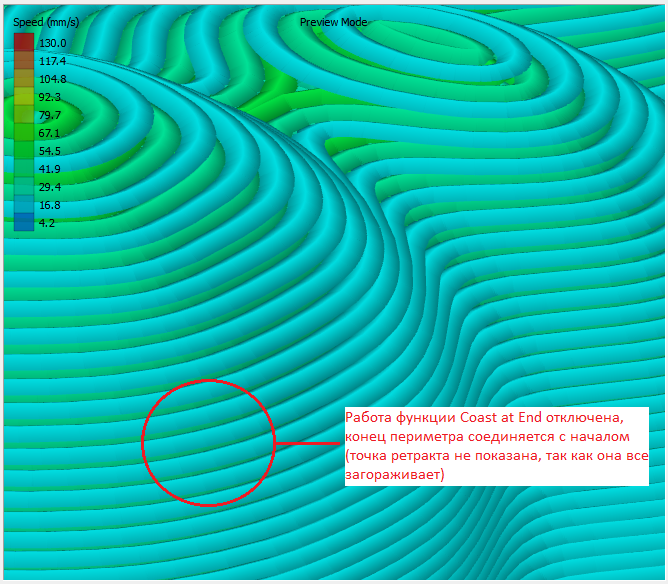
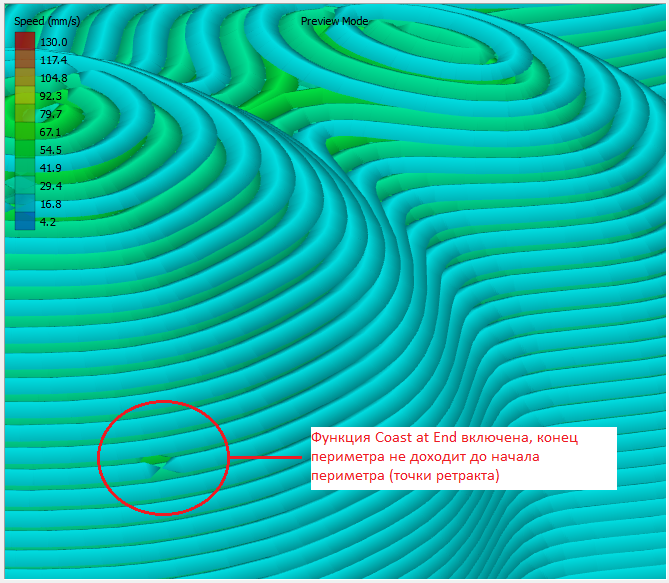
Опция Wipe Nozzle активирует или деактивирует процесс разглаживания места ретракции на внешнем периметре непосредственно соплом, Wipe Distance определяет длину разглаживания.
Layer
В группе общих настроек Layer Setting доступны следующие параметры:
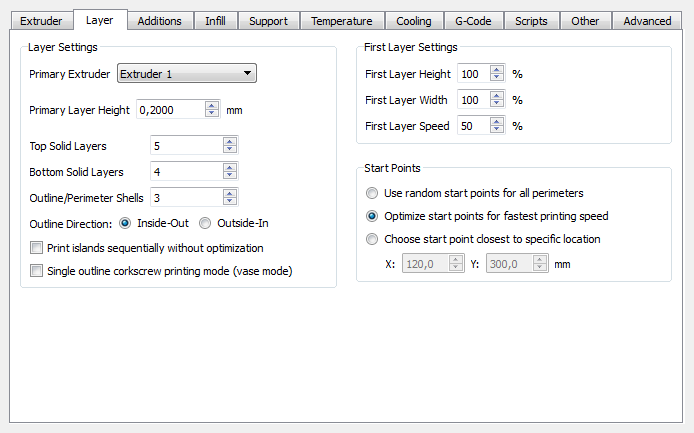
- Primary Extruder – выбор печатной головки для прототипирования основного объекта;
- Primary Layer Height – выбор высоты слоя;
- Primary Layer Height – количество сплошных слоев в верхней крышке изделия;
- Bottom Solid Layers– количество сплошных слоев в основании;
- Outline/Perimeter Shells – число внешних стенок (периметров);
- Outline Direction – выбор очередности печати периметров (Outside-In – от внешнего к внутренним, Inside Out – наоборот).
Print island sequentially without optimization – опция, позволяющая ускорить процесс печати за счет уменьшения холостого хода экструдера. Например, вы печатаете сразу 4 модели. Если эта галка отключена, перемещение головки будет выглядеть таким образом: №1 – №2 – №3 – №4 – №4 – №1. То есть, каждый раз в модели №4 будет выращиваться сразу 2 слоя. Это сократит время прототипирования, но в случае с печатью небольших объектов может вызвать перегрев последнего в цепи.
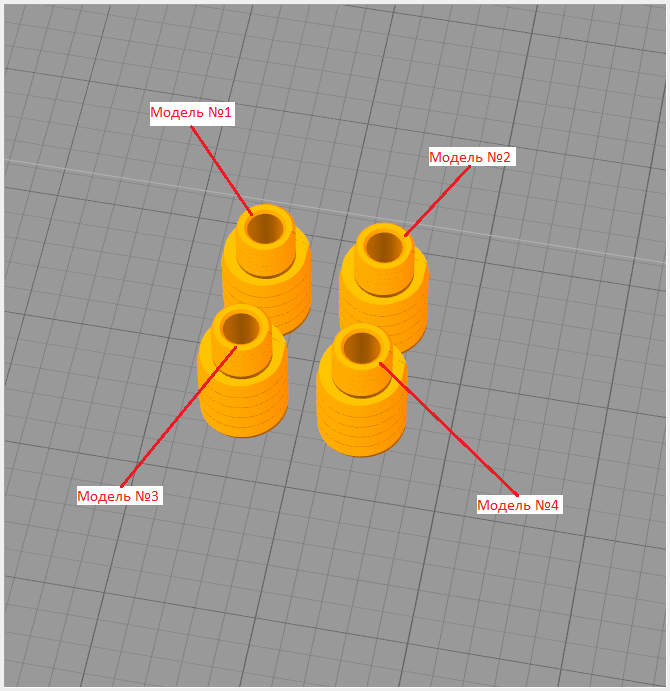
Single outline corkscrew printing mode (vase mode) позволяет печатать изделия в одну стенку в так называемом режиме «вазы». В этом случае на этапе слайсинга программа запросит разрешение изменить некоторые несоответствующие режиму параметры (большее количество периметров, необходимость внутренней заливки модели и т.д.). Если нажать при этом кнопку Yes, Simplify3D заменит параметры самостоятельно.
В группе настраиваемых параметров First Layer Setting задаются основные характеристики первого слоя. К ним относятся First Layer Height, First Layer Width и First Layer Speed – соответственно процент высоты, ширины и скорости выращивания по отношению к аналогичным параметрам остальных слоев.
С помощью группы настроек Start Points можно выбрать или отредактировать расположение стартовой точки печати. Это отличный способ скрыть боковой шов, раскидав точки в случайном порядке. Параметры задаются галками:
- Use random start points for all perimeters – случайный выбор мест;
- Optimize start points for fastest printing speed – расстановка с учетом минимизации холостого хода экструдера, также позволяющая сократить время прототипирования;
- Choose start point closest to specific location – привязка точек к определенным местам в плоскости XY.
Например, для печати фигурки совы все стартовые точки должны находится в задней ее части. Для этого следует выбрать опцию Choose start point closest to specific location и задать значения координат по XY – 120 и 300 мм соответственно:
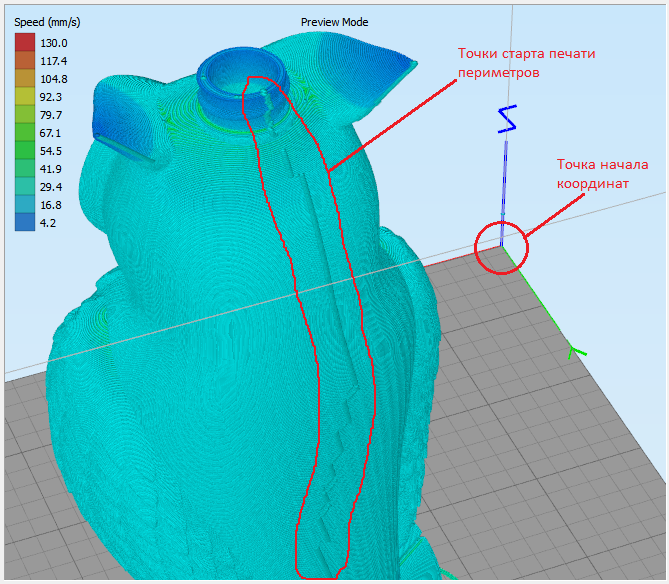
Additions
С помощью дополнительных настроек в этой вкладке создается контурный слой, еще называемый skirt или юбкой, брим, термокамера для дополнительной защиты изделия, рафт и башня, предназначенная для прочистки сопла.
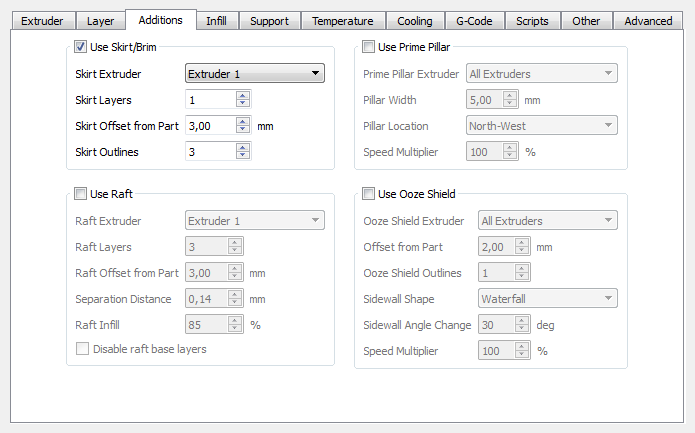
Если поставить галку в поле Use Skirt/Brim, вокруг модели будет выращиваться юбка или брим в соответствии с заданными параметрами:
- Skirt Extruder – выбор печатной головки для печати поддержки;
- Skirt Layers – число слоев;
- Skirt Offset from Part – дистанция между юбкой и объектом;
- Skirt Outlines – ширина структуры в линиях.
Параметры использования состоящего из основания и верхней примыкающей части рафта регулируются при активации опции Use Raft. Первым этапом печати будет создание промежуточной «подушки» между платформой и моделью. Это отличное решение для ABS пластика, нейлона и других филаментов с высокими показателями усадки.
Параметры:
- Raft Extruder – выбор печатной головки;
- Raft Raft Infil – число слоев;
- Raft Offset from Part – размер выступа за пределы объекта;
- Separation Distance – расстояние между последним слоем рафта и первым слоем основания модели;
- Raft Infil – плотность заливки рафта в верхней части.
«Подушку» можно напечатать и без основания, то есть, она будет состоять только из одной верхней части. Для этого следует поставить галку активации опции Disable raft base layеrs.
На изображении ниже вы можете увидеть юбку и элементы рафта:
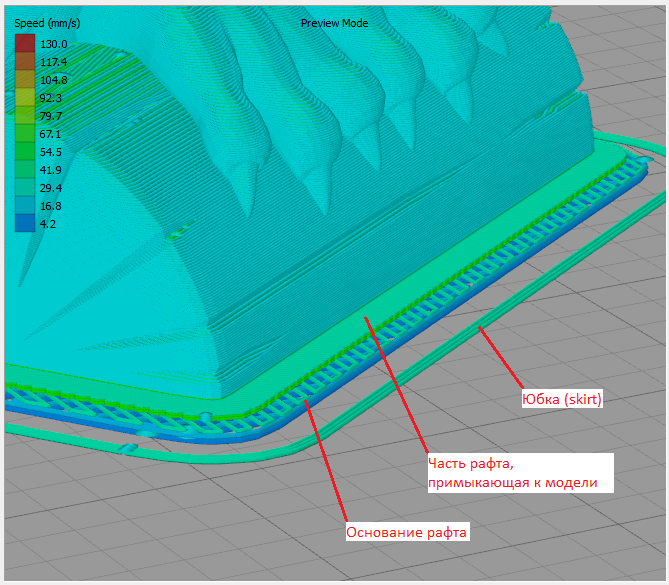
Use Prime Pillar – это группа настроек, применяемых для печати очищающей сопло башни. При включении соответствующей галки башня будет печататься автоматически рядом с основным изделием. С ее помощью можно удалить остатки пластика, что очень удобно при использовании нити разных цветов или просто в рамках подготовки экструдера к работе.
Настройки:
- Prime Pillar Extruder – выбор печатной головки;
- Pillar Width – ширина;
- Pillar Location – расположение;
- Speed Multiplier – соотношение скорости печати очистной конструкции и основного объекта.
Ниже приведен пример g-кода, учитывающего прототипирование башни:
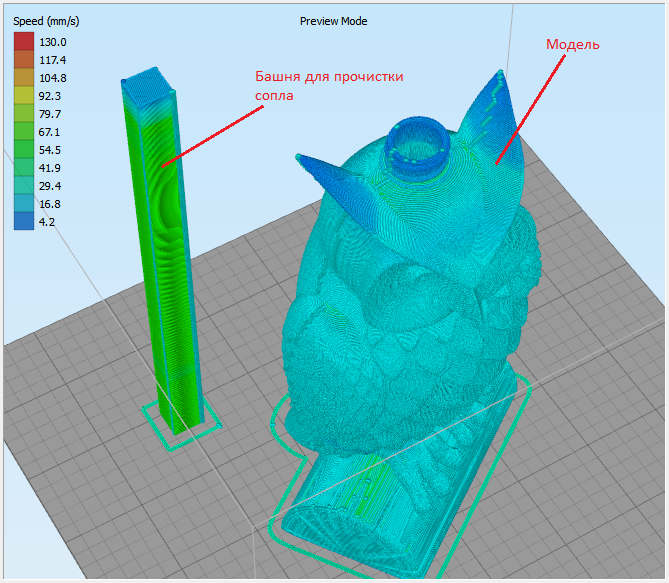
Печать термокамеры, или кокона, регулируется группой настроек Use Ooze shield. Эта функция предотвращает отлипание модели из ABS от рабочего стола, а также ее растрескивание. К слову, такая конструкция очень полезна при использовании принтеров с 2-мя экструдерами. С ее помощью можно очистить потеки пластика на простаивающей голове.
Для его создания необходимо задать следующие параметры:
- Ooze Shield Extruder – выбор печатной головки или головок;
- Offset from Part – расстояние между коконом и модель.;
- Ooze Shield Outlines – ширина структуры в линиях;
- Sidewall Shape – выбор форм «Vertical», «Waterfall» или «Contoured (соответствие будет выстраиваться вертикальная, напоминающая водопад или повторяющая контуры основного изделия камера);
- Sidewall Angle Change – угол наклона вертикальных опор;
- Speed Multiplier – соотношение скорости построения термокамеры и модели.
Выглядит кокон примерно так:
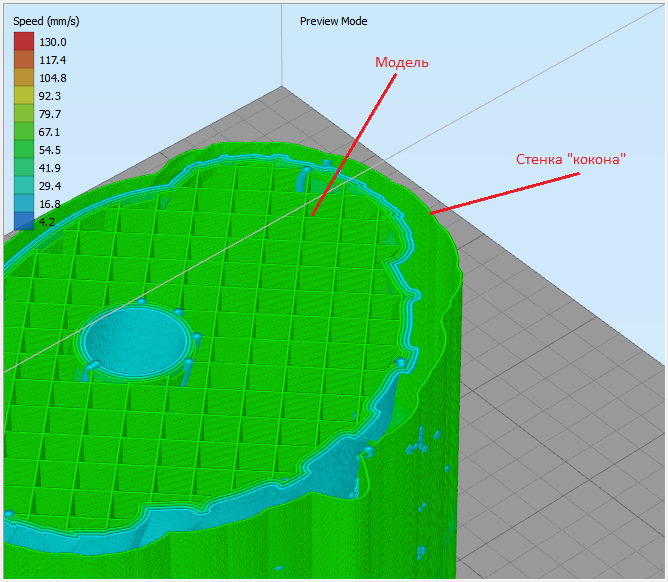
Infill
Параметры внутреннего заполнения самого объекта, его дня и верхней крышки настраиваются именно в этой вкладке.
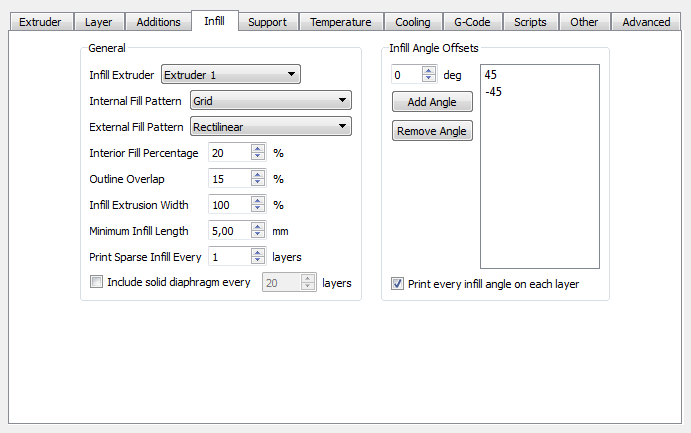
Общая группа параметров General предлагает выбрать экструдер (Infill Extruder) и тип заполнения (Internal Fill Pattern):
- Rectilinear – линейное, наиболее популярное;
- Grid – решетчатое;
- Triangular – треугольниками;
- Wiggle – волнами;
- Fast Honeycomb – быстрыми сотами;
- Full Honeycomb – полными сотами.
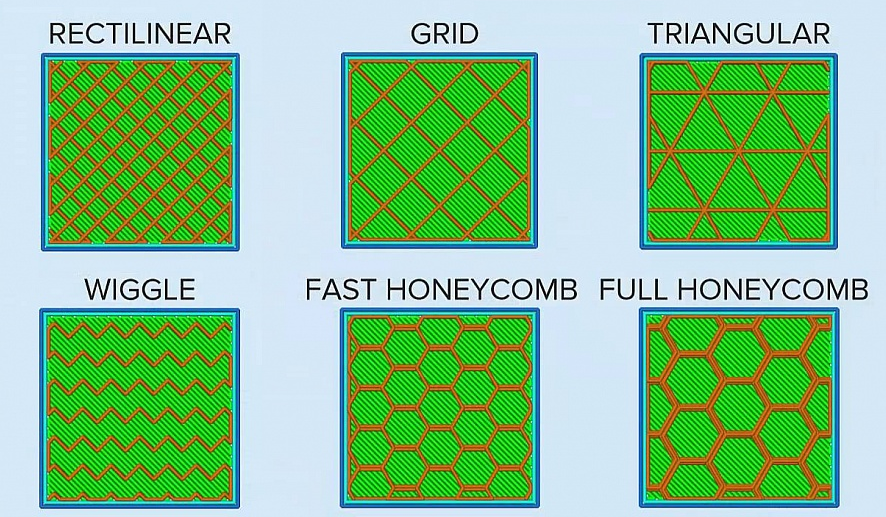
Заливка дна и верхней крышки объекта может осуществляться двумя способами (линейным Rectilinear и концентрическими окружностями Concentric) при выборе опции External Fill Pattern. Процент внутренней заливки вносится в поле Interior Fill Percentage, модель будет тем прочнее, чем выше этот показатель.
Outline Overlap регулирует параметры захода заполнения на боковые стенки модели. Как показывает практика, 15% вполне достаточно для придания изделию большей плотности и оптимизированного расхода пластиковой нити.
Infill Extrusion Width и Minimum Infill Length соответственно – это ширина экструзии и минимальная длина печати заполнения. Его можно печатать также не сплошным фрагментом, а через N-ое количество слоев благодаря опции Print Sparse Infill Every ___ layers. Предусмотрена также возможность печати сплошного заполняющего слоя с определенной периодичностью. Для этого нужно активировать галкой опцию Include solid diagram every ___ layers и указать, какой по счету слой будет сплошным заполняющим. Например, 10 – в этом случае 9 слоев будут повторять контуры модели, а каждый 10-й – формировать сплошной горизонтальный фрагмент. Таким образом вы придадите объекту большую прочность при минимальном расходе пластика.
Угол заполнения регулируется группой настроек Infill Angle Offsets и следующими параметрами:
- Add Angle / Remove Angle – добавление / удаление угла;
- Print every infill angle on each layer – поставив галку в этом поле, можно печатать каждый угол внутреннего заполнения.
Support
Настраиваемые параметры в группе Support Material Generation позволяют генерировать печать защитных структур вокруг нависающих фрагментов модели. Активировать ее можно, поставив соответствующую галку.
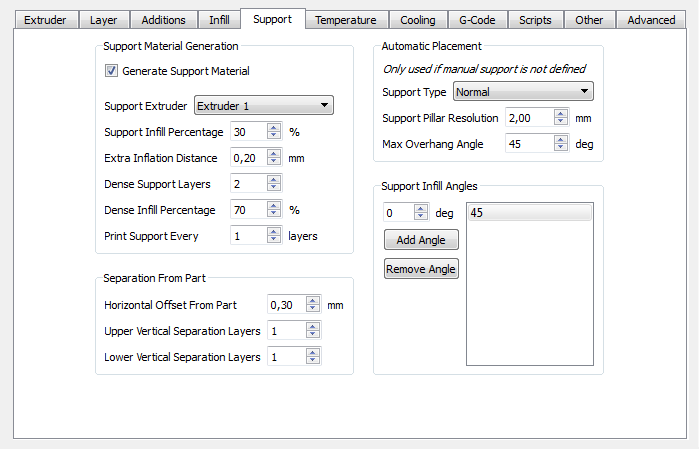
Что это даст:
- Support Extruder – выбор экструдера для печати вспомогательной структуры;
- Support Infill Percentage – плотность поддержки;
- Extra Inflation Distance – расстояние, на которое структура выходит за пределы модели;
- Dense Support Layer – количество слоев;
- Dense Infill Percentage – плотность слоев;
- Print Support Every ___ layers – параметр, задающий печать опорных элементов через определенное количество слоев.
Расстояние между моделью и опорной структурой регулируется набором функций Print Support Every ___ layers:
- Horizontal Offset From Part – расстояние от стенок основного изделия к периметру поддержки;
- Upper Vertical Separation Layers и Lover Vertical Separation Layers – число слоев между моделью и поддержкой в вертикальной плоскости.
Automatic Placement – это группа настроек, которая автоматически определит слабые места объекта и сформирует алгоритм печати поддержки. Выбрать можно тип структуры – только от стола (From Build Platform Only) или и от стола, и от нависающих элементов (Normal). Минимальный размер, или разрешение, столбика вносится в поле Support Pillar Resolution, а максимальный угол свеса – Max Overhang Angle.
Инструменты группы Support Infill Angles позволяют корректировать построение поддержки вокруг углов. Так, с помощью команд Add Angle и Remove Angle можно добавить и удалить угол печати опоры.
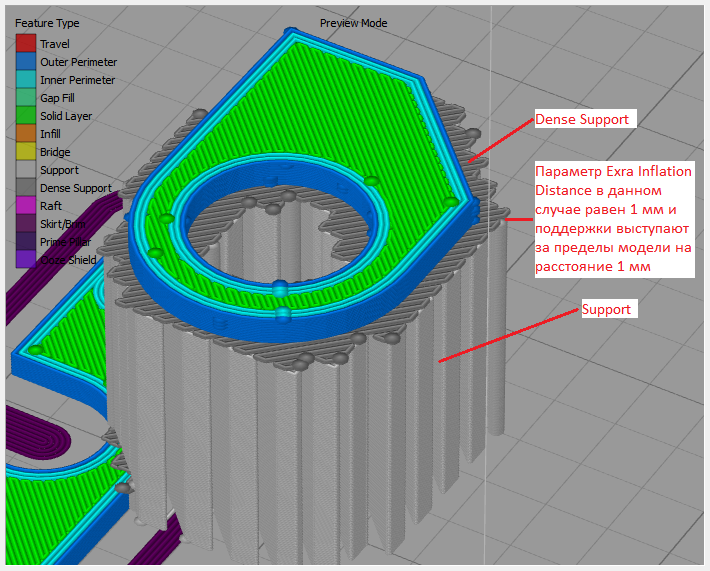
Temperature
В открывающемся в данной вкладке поле Temperature Controller List отображены все доступные элементы, температура которых может регулироваться для достижения оптимального результата печати. В основном к ним относятся экструдеры и сопла, реже – рабочие платформы. Значения указываются для первого и всех последующих слоев. Список элементов корректируется с помощью кнопок Add Temperature Controller и Remove Temperature Controller (добавить / убрать).
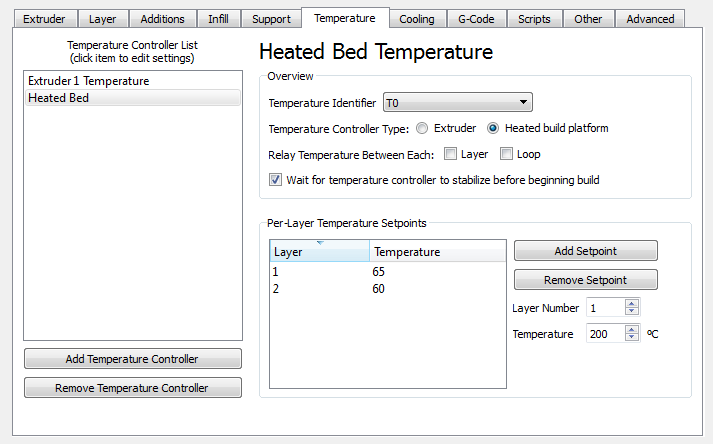
В общей группе Overview представлены следующие параметры:
- Temperature Identifier – система идентификации температуры;
- Temperature Controller Type – возможность выбора датчика (Extruder – для печатающей головки, Heated build platform – для рабочего стола);
- Relay Temperature Between Each – контроль температурных показателей после каждого слоя или печатного цикла (соответственно необходимо выбрать галки Layer и Loop);
- Wait for temperature controller to stabilize before beginning build – печать запускается только после того, как будут достигнуты заданные температурные параметры.
В поле PerLayer Temperature Setpoint необходимо ввести температуру нагревателя при печати первого (она обычно больше для улучшения адгезии) и всех последующих слоев. Значения добавляются / удаляются с помощью кнопок PerLayer Temperature Setpoint и Remove Setpoit.
Cooling
Для охлаждения модели используется вентилятор или снижение скорости печати, параметры которых регулируются группами настроек Overview и Speed Overrides.
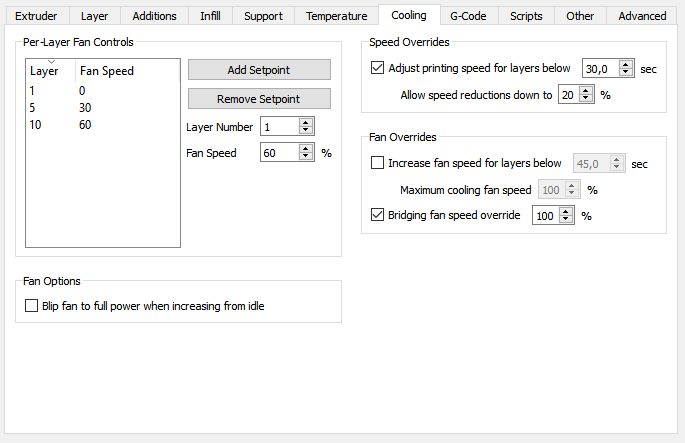
В первой доступны такие опции, как Per-Layer Fan Controls для выбора номера слоя, в начале печати которого вентилятор переключается на другую скорость, Add Setpoint и Remove Setpoit для добавления и удаления информации о слое и скорости обдува.
Во второй предусмотрены 2 опции – Adjust Printing speed for layers down снижает скорость прототипирования в случае, если время печати одного слоя меньше выбранного значения, Allow speed reduction down to уменшает все скорости до заданного значения в случае, если фактическая скорость печати слоя меньше, чем в настройках выше.
Существует также настраиваемый блок функций Fan Overrides, регулирующий скорость работы самого вентилятора. Опция Increase fan speed for layers bellow разрешает увеличивать скорость, Maximum colling fan speed выводит ее на максимально допустимое значение, а Bridging fan speed override используется при печати мостов.
Если в настройке Fan Options и активировать функцию Blip fan to full power when increasing from idle, вентилятор будет включаться на полную мощность даже в период простоя.
G-Code
В этой закладке находятся все инструменты допечатной подготовки файла, или формирования его g-кода. Вы можете установить смещения, выбрать тип принтера, отредактировать область построения. В большинстве случаев настройки в этом разделе можно не менять.
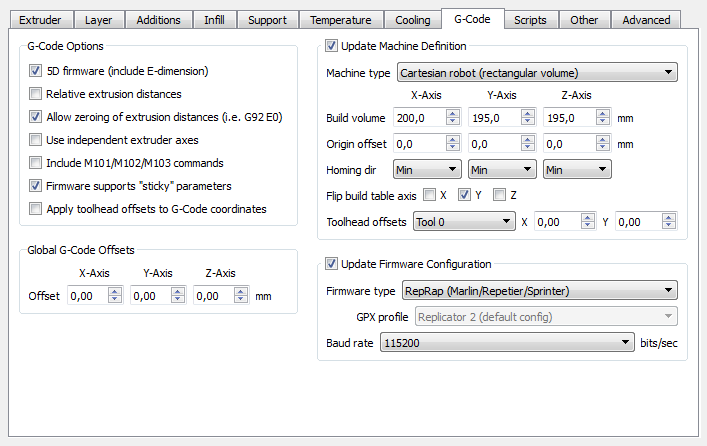
Scripts
Если вы опытны в области 3D технологий и пользуетесь индивидуальными ручными настройками, в этой вкладке вас ждет возможность прописывать собственные скрипты (наборы команд), которые принтер выполнит в процессе печати.
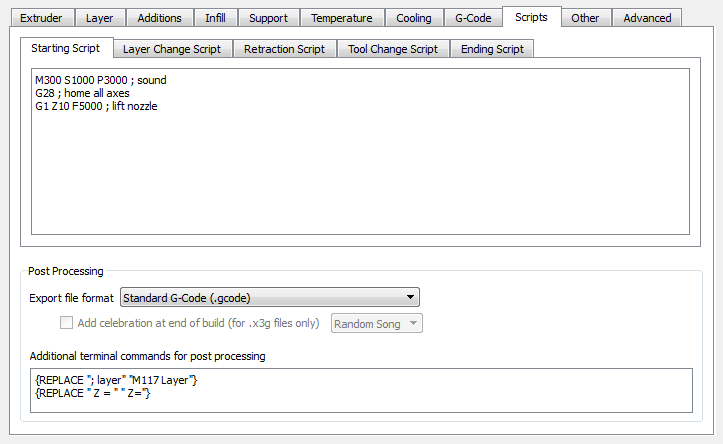
Они разделены на несколько типов по времени или этапу выполнения и помещены в соответствующих подзакладках:
- Starting Script – перед стартом печати;
- Layer Change Script – с переходом на новый слой;
- Retraction Script – в момент ретракции;
- Tool Change Script – при замене печатной головки;
- Ending Script – перед или в момент окончания.
В этом же разделе представлен функциональный пул Post Processing. Вы можете задать тип файла для подготовки к печати (Export file format), управлять параметрами проигрывания мелодий (Add celebration at end of build (for .x3g files only) – только для устройств, поддерживающих .x3g) и задавать собственные команды постпроцессинга (в поле Additional terminal commands for post processing).
Other
Функционал данной вкладки обширен и разнообразен – в ней собраны группы управления, корректирующие параметры скорости печати и компенсации, данные о типе используемого пластика и некоторые специфические настройки.
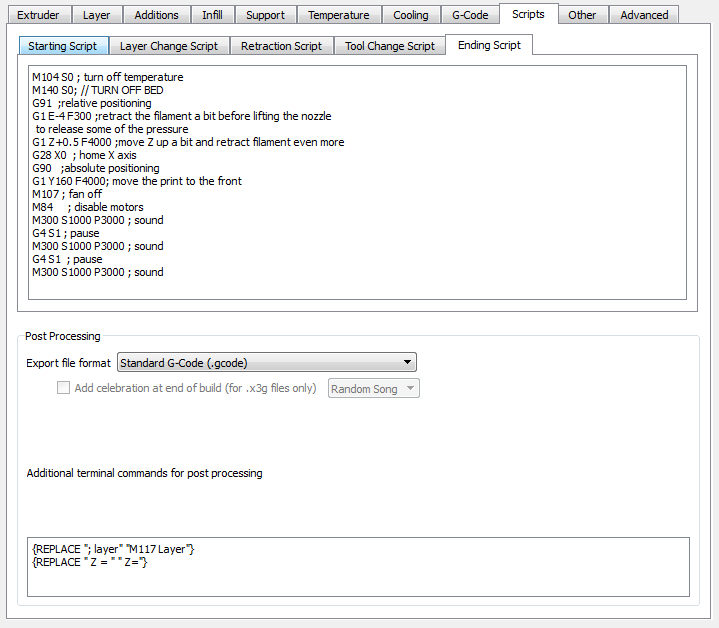
Speeds – в эту группу вошел полный комплекс команд для регулировки скорости печати:
- Default Printing Speed – предустановленное по умолчанию значение;
- Outline Underspeed – скорость выращивания внешнего периметра (в % от Default Printing Speed);
- Solid Infill Underspeed – заполнение верха и низа (в % от Default Printing Speed);
- Support Structure Underspeed – печать опорных структур (в % от Default Printing Speed);
- X/Y Axis Movement Speed – холостое перемещение сопла в системе координат XY;
- Z Axis Movement Speed – перемещение экструдера или стола по вертикали.
Группа Dimensions Adjustments предназначена для компенсации размеров изделия при использовании материалов, для которых характерна существенная усадка. Для ее активации достаточно использовать настройку Horizontal Size Compensation.
В группе параметров Fillament Properties указывается вся информация об используемом пластике – диаметр (Fillament Diameter), стоимость (Fillament price) для расчета затрат на печать каждого объекта и плотность (Fillament density) для расчета его веса.
Печать мостов регулируется группой настроек Bridging. Процесс можно описать примерно следующим образом – из пластиковой нити печатается прямо в воздухе фрагмент, с помощью которого в итоге будут соединены 2 разных объекта. Для этого необходимо задать:
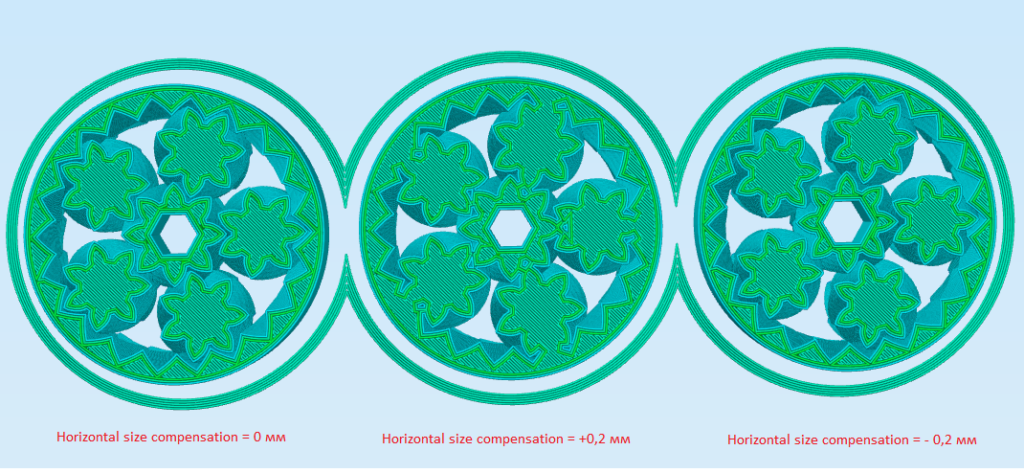
- Unsupported area threshold – площадь моста без учета поддердек;
- Extra inflation distance – расстояние, на которое нити будут заходить на основные объекты;
- Bridging extrusion multiplier – процентное соотношение экструзии при печати моста от общего показателя;
- Bridging extrusion multiplier – процент скорости печати от установленной по умолчанию.
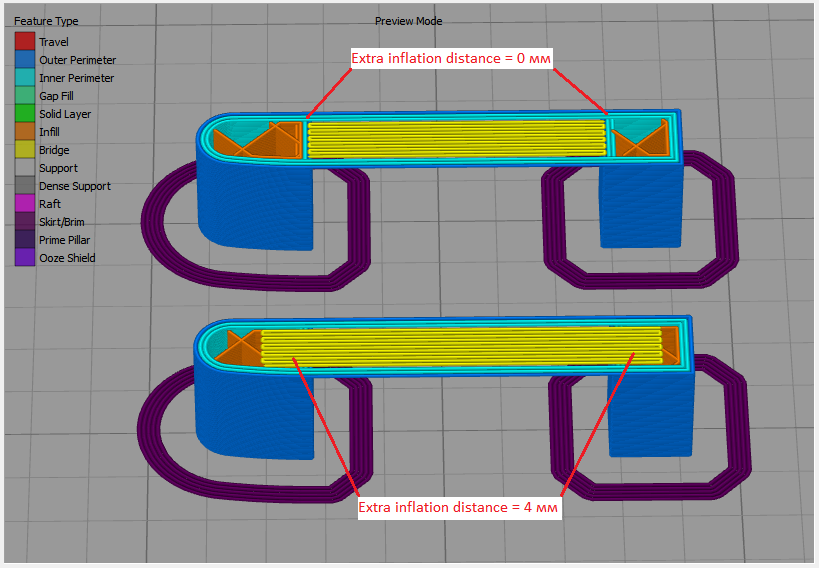
Advanced
В этой закладке собраны все расширенные настройки, которыми пользуются преимущественно профессионалы.
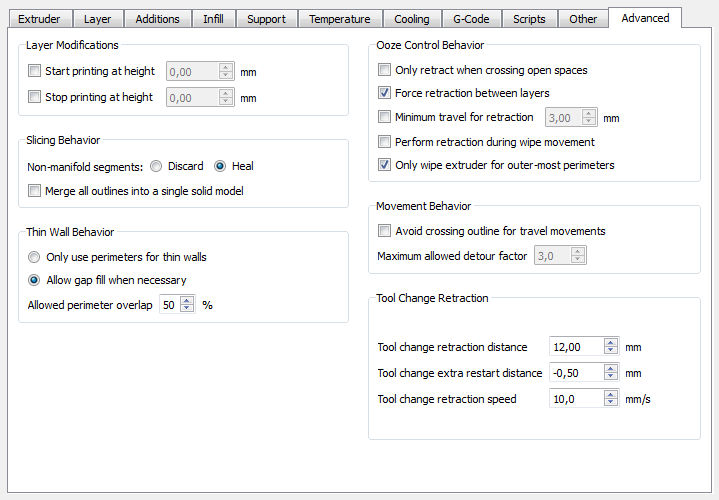
Layer modifications – данная группа позволяет обозначить высоту начала и окончания печатного процесса. Следует быть аккуратным при использовании галки Start printing at height. В поле рядом необходимо ввести данные о высоте, с которой и начнется печать, однако этот параметр может применяться только при одновременном выполнении нескольких процессов, если выполняется только одни, опцию следует отключить. При включении галки Stop printing at height (также только в многозадачном режиме) задается показатель, при достижении которого печать автоматически прекращается.
В разделе Slicing Behavior собраны все настройки для формирования g-кода для печати объектов, которые выдают ошибки. Поставив галку напротив Only use perimeters for thin walls, вы сообщите слайсеру о необходимости печатать тонкие стенки только при помощи периметров. Выбрав опцию Allow gap fill when necessary, разрешите программе заполнять промежутки. Параметр Allowed perimeter overlap определяет допустимое значение перекрытия периметрами при печати с заполнением (в %).
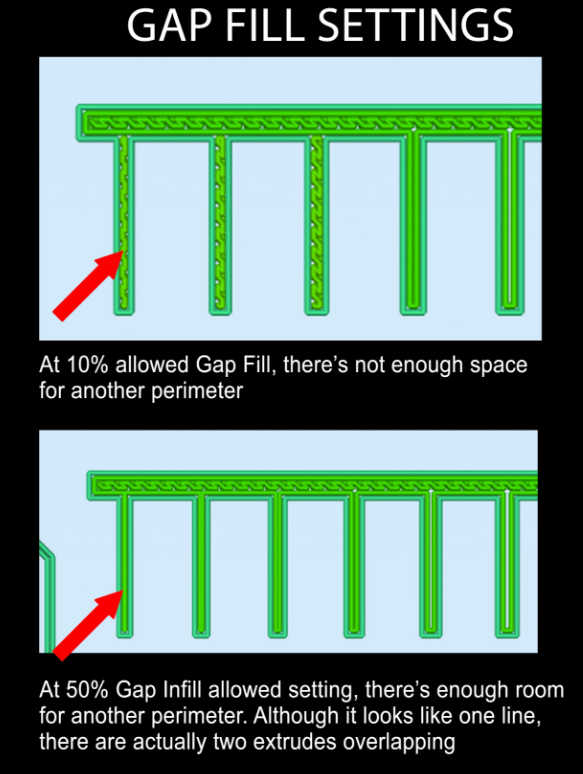
Дополнительные настройки ретракции помещены в группу Ooze Control Behavior, которая в зависимости от выбранного параметра будет осуществляться в определенный момент цикла:
- Ooze Control Behavior – в свободном пространстве между одновременно печатаемыми моделями;
- Forge retraction between layers – при переходе на новый слой;
- Minimum travel for retraction – в зависимости от минимального расстояния на этапе холостого хода экструдера;
- Perform retraction during wipe movement – при разглаживании места ретракции соплом;
- Only wipe extruder for outer-most perimeters – при разглаживании места ретракции соплом только на внешнем периметре (по аналогии с опцией Wipe nozzle во вкладке Extruder).
Оптимизация холостого хода сопла или сопел настраивается в группе Movement Behavior. Отключить режим сокращения пересечений сопла и внешнего периметра печатаемого изделия можно с помощью опции Avoid crossing outline for travel movements. Maximum allowed detour factor задает количество допустимых отклонений от прямого пути.
Примеры изменения холостого хода наглядно продемонстрированы на изображениях ниже – на первом функция Avoid crossing outline for travel movements неактивна, на втором – активна:
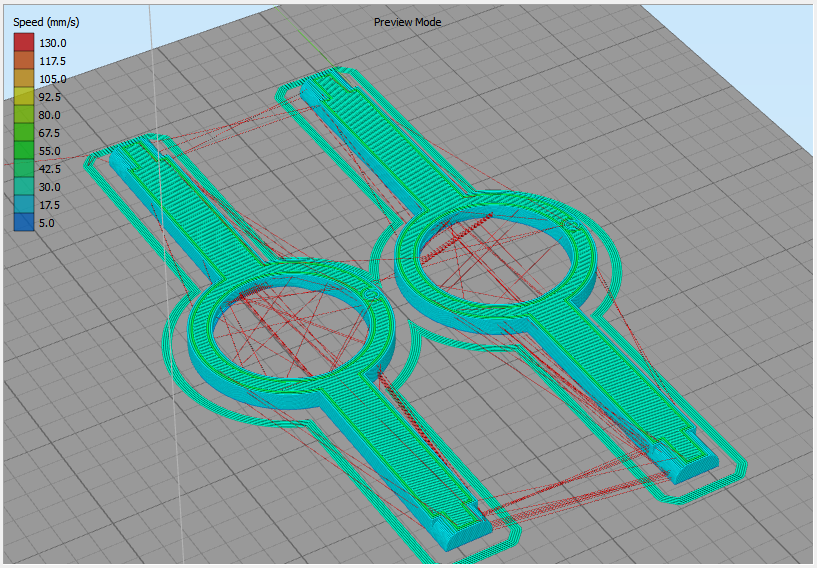
Для принтеров с двумя экструдерами и в случае замены печатной головки параметры ретракции регулируются группой настроек Tool Chance Retraction. Длина задается при заполнении поля Tool chance retraction distance, количество пластика – Tool change extra restart distance, скорость – Tool change retraction speed.
Всем привет! Меня неоднократно просили создать гайд по 3д печати — какие программы использовать, чем лучше мазать стол для лучшей адгезии, нужно ли извращаться с дополнительным нагревом, охлаждением, что лучше, боуден или директ? Материала много, поэтому будет несколько частей со ссылками на предыдущие, если конечно это хоть кому-то надо. Не буду затрагивать тему сборки, думаю на этом этапе проблем будет немного — есть инструкции от производителя и ролики в сети, поэтому начну сразу с настройки софта.
В данном посте будет минимум рекомендаций, в основном описание функционала и пояснения на спорных пунктах. В дальнейшем буду ссылаться на него как к методичке новичкам для отсеивания однотипных вопросов.
Если у Вас нет 3д принтера это не значит, что его не будет в будущем, поэтому прошу не закидывать тапками по причине «материал для узкой аудитории».
Много букв и картинок, у кого платный траффик — включайте прокси =)
Я считаю, что для повседневного использования идеально подходит Simplify 3D. Да, есть множество других программ — та же Cura с сотней подстроек позволяет получить желаемый результат, но думаю она принесет больше пользы профессионалам, которые готовы тратить кучу времени на тонкую подстройку печати нужной модели для получения идеального результата. Я же могу позволить машине в некоторых аспектах решать за меня как будет лучше.
Не буду нахваливать, просто опишу максимум возможностей данной программы, а Вы уже сами решайте =)
Пользуюсь версией 4.0

К сожалению присутствует только английский язык(вообще не только, просто английский наиболее понятный из них), но со временем к этому привыкаешь. Рабочая область состоит из 5 частей:
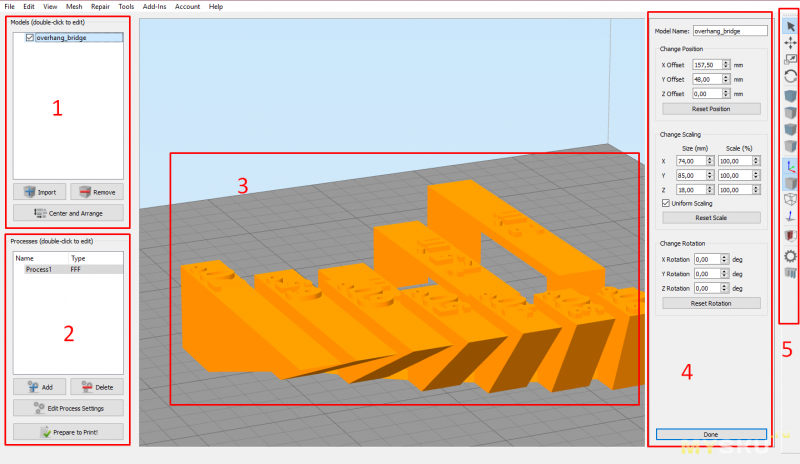
1 — список моделей, мы можем их добавлять/удалять/центрировать.
2 — список процессов, каждый может быть с разными настойками и дополнять друг друга в рамках печати одной или нескольких моделей.
3 — виртуальный стол, который позволяет визуально оценить положение и размер наших моделей.
4 — окно настройки расположения. Позволяет изменять позицию, размеры и наклон модели.
5 — с помощью бокового меню мы можем мышью менять положение, размер моделей, менять ракурсы, делать срез для просмотра внутреннего строения, добавлять/убирать линии поддержки и вызвать панель управления принтером.
Верхнее меню рассмотрим ближе к концу обзора, а сейчас перейдем к главному — первичная настройка принтера и параметров печати.
Переходим в Tools — Options — Machine и настраиваем параметры стола.
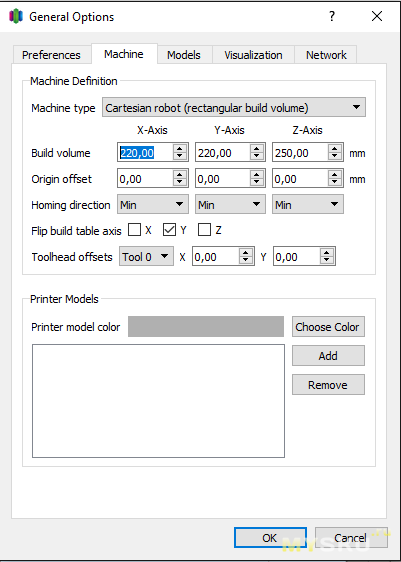
Флип оси Y нужно включать тем, у кого по этой оси «ходит» стол, а не сопло. Закрываем настройки, добавляем любую модель, перетащив ее мышкой в окно программы или через File — Import Models/кнопку Add в окне списка моделей. Автоматически создался процесс с последними настройками(если ранее они вносились). Нажимаем дважды на имя процесса, либо на кнопку Edit Process Settings и попадаем в настройки печати, которые способны отпугнуть каждого второго новичка =) их много, поэтому пришло время спойлеров.
Настройки печати
В первой вкладке настраивается экструдер
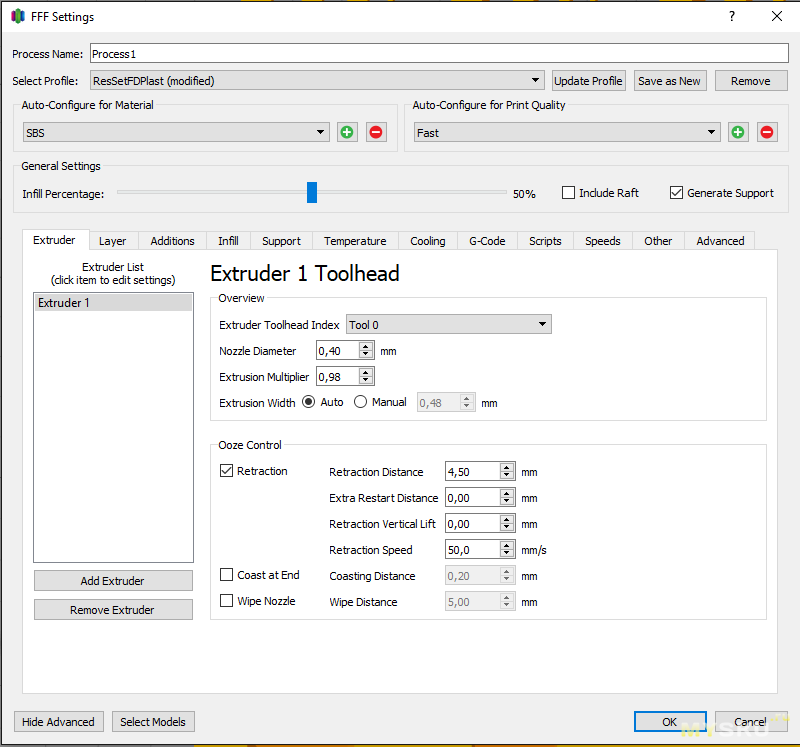
Extruder Toolhead Index — если у нас один, то оставляем значение Tool 0
Nozzle Diameter — вбиваем диаметр своего сопла.
Extusion Multiplier — коэффициент подачи прутка. Индивидуальна для каждого пластика, если мажет слишком жирно — уменьшаем, если слишком слабо — увеличиваем.
Extrusion Width — ширина печати, не может быть меньше диаметра сопла по понятным причинам, я использую «авто»
Retraction — всасывание прутка для того чтобы не оставлять соплей при перемещении сопла между вершинами модели.
Distance — длина прутка, которая вытягивается при ретракте
Extra Distance — сколько лишнего прутка вернуть обратно в сопло при начале печати
Vertical lift — Насколько приподнимать сопло при ретракте.
Speed — Скорость втягивания прутка
Coast at End — Прекратить подачу пластика за хх мм до конца текущего слоя
Wipe nozzle — разгладить место ретракта(пластик подается с запозданием, в конце слоя этот кусок покрывается)
Слой
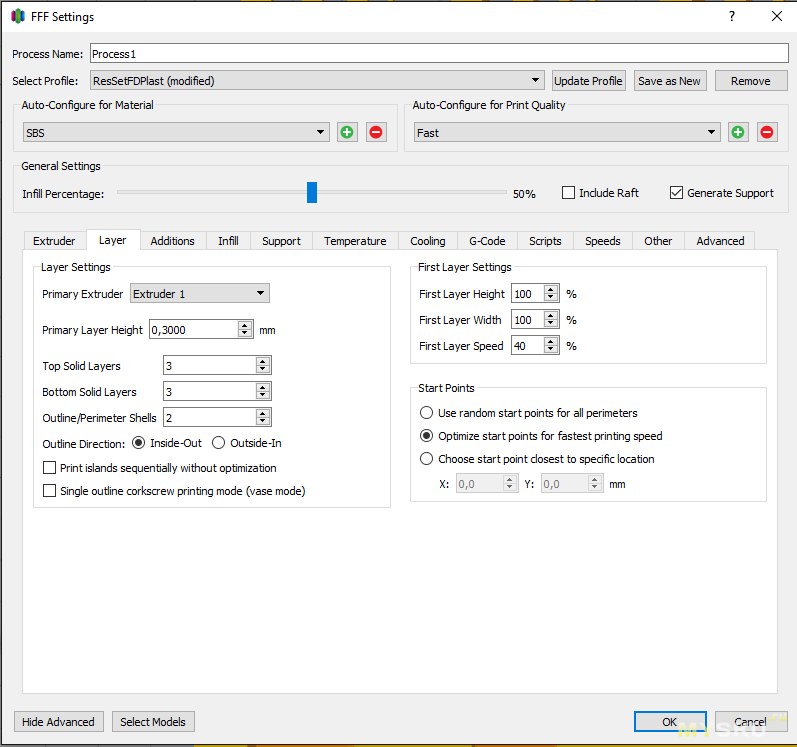
Primary Extruder — не трогаем если он у нас один.
Primary Layer Height — высота слоя печати.
Top Solid Layers — количество верхних слоев(последние слои вершин модели)
Bottom solid Layers — количество нижних слоев(первые слои нижней части модели)
Outline/Perimeter Shells — количество слоев боковых стенок.
Outline Directions — последовательность печати стенок. Рекомендуется использовать первый параметр при котором сначала печатается внутренний периметр, потом внешний. Если настроить наоборот, на моделях с резким расширением слой будет ложиться на воздух. Синяя линия — внешний периметр, голубая — внутренний:
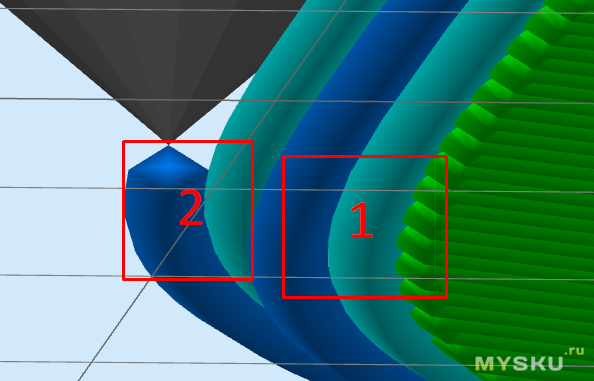
Если сначала печатать внешний слой, ему будет не к чему липнуть и нить ляжет рядом с предыдущим.
Print island sequentially without optimization — по умолчанию принтер печатает по 2 слоя на последней вершине модели и по цепочке идет к ближайшей чтобы не возвращаться повторно, но предыдущий слой может не успеть остыть и острые грани поплывут. При включенной опции новый слой начнет печататься начиная с той грани, которая была первой на предыдущем слое.
Пример:
Порядок вершин для печати новых слоев — 12345/54321, а при включенной опции 12345/12345.
Vase mode — режим печати без остановок одной линией, при включении этой опции выключается заполнение, ретракт игнорируется количество слоев внешней стенки, количество верхних слоев лучше вручную сменить на «0», т.к. модели ваз обычно идут заполненные и принтер обязательно попытается нарисовать верхнюю крышку.
Опции первого слоя
First Layer Height(Высота) — первый слой самый важный, т.к. если модель плохо прилипнет к столу, весь дальнейший процесс будет обречен, поэтому при печати жирными слоями, либо плохо липнущим пластиком, я делаю первый слой тоньше, на 20-50%.
First Layer Width(Ширина) — аналогично высоте, если увеличить значение, будет выдавливаться больше пластика, что улучшит прилипание.
First Layer Speed(Скорость) — чем она ниже, тем лучше, особенно при печати высоким слоем.
Start Points
Use random Stert points — новый слой начинает печататься в случайном месте
Optimize start points — вычисление лучшей начальной точки для ускорение печати
Choose stert point closest to cpecific location — начало печати нового слоя будет как можно ближе к указанной точке координат.
Дополнения
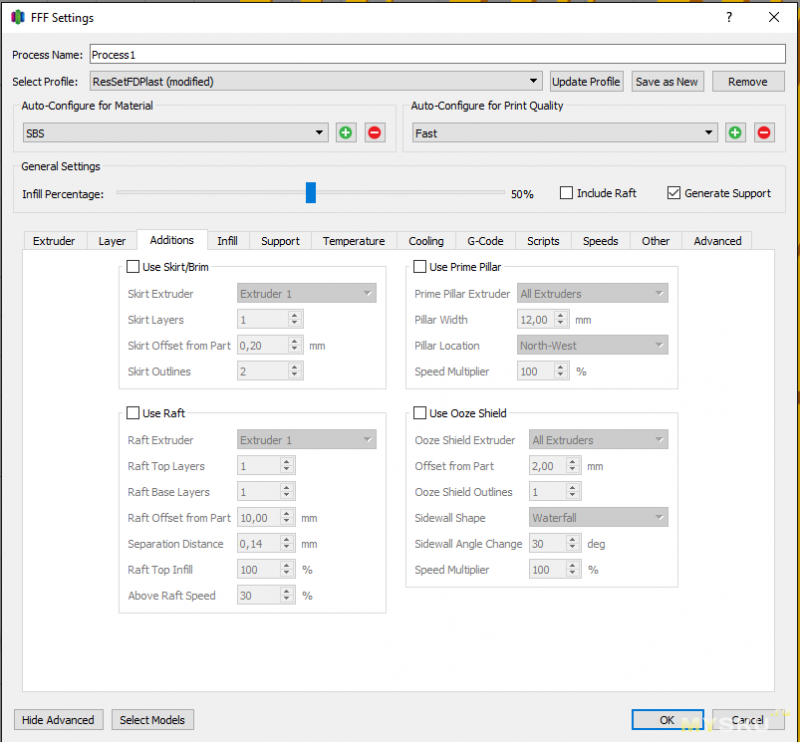
Skirt/brim — печать внешнего контура перед нанесением первого слоя. Задается количество слоев, расстояние от внешней стенки модели и количество линий «юбки». Не сильно влияет на адгезию, в основном используется для заполнения сопла перед печатью основы.
Raft — подложка, которая печатается первой и уже на нее кладутся первые слои модели. Используется при печати объектов с мелкими деталями у основания или когда лень калибровать стол для печати очень тонким слоем.
Первый слой рафта(Base Layer) всегда печатается толстым, с низким заполнением и на низкой скорости(Above Raft Speed) для лучшей адгезии, у последнего же(Top layer) можно изменить заполнение, которое по умолчанию 100%, но лучше оставить как есть чтобы мелкие детали модели не попали на щель.
Параметр Offset from Part отвечает за размытие относительно периметров, то есть растягивает подложку на указанное расстояние от границы внешней стенки, образуя подобие постамента, что повышает общую адгезию.
Separation distance — подстраивается под каждый вид пластика индивидуально, это расстояние, на которое отступит экструдер по оси Z при печати первого слоя. При значении «0» модель приплавит к рафту, при слишком высоких значениях начнет печататься в воздухе.
Use Prime Pillar — построение башенки рядом с моделью. Используется при работе с принтерами, у которых одно сопло на 2 экструдера. При смене филамента, старый размазывается по этой башенке, в результате чего переходы цвета модели получаются чистыми.
Use Ooze Shield — печать защитной стенки вокруг модели. Актуально для ABS пластика, т.к. на сквозняки уже будет плевать(при сильном сквозняке есть риск отлипания «кокона»). Значительно увеличивает время печати.
Заполнение
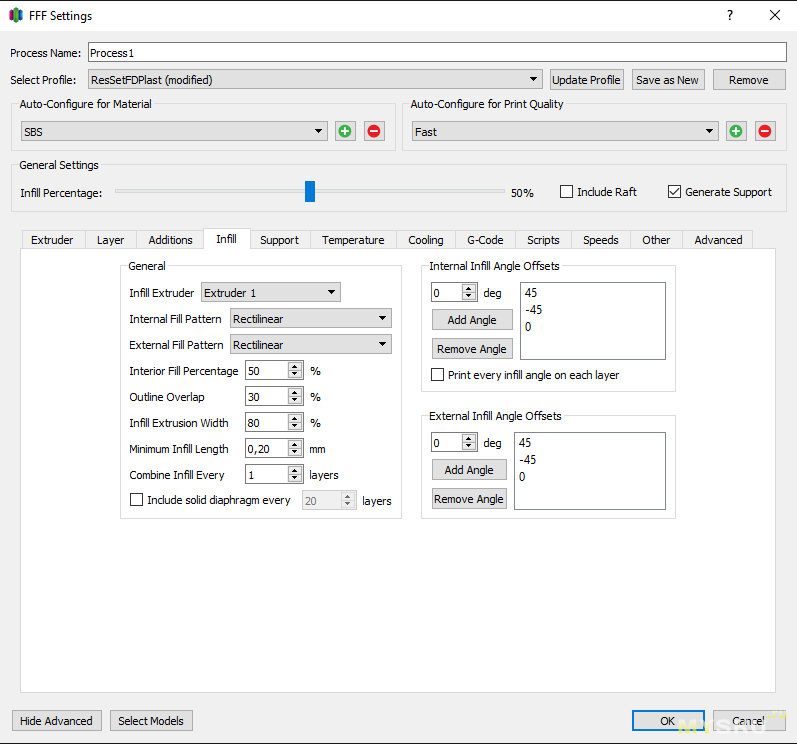
Internal Fill Pattern — внутреннее заполнение модели, есть 4 рисунка заполнения, для себя оставил Rectilinear, но добавил 3 угол «0» градусов(Internal Infil Angle), получается вот такое заполнение:
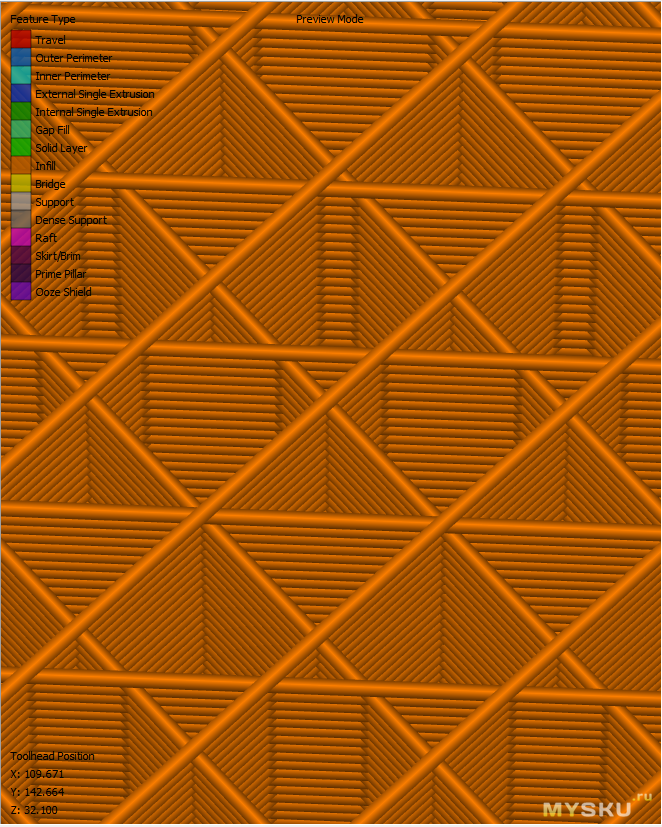
Некоторые части моделей могут быть повернуты под углом 45 градусов и внутри них с настройками по умолчанию будет строиться только один угол поддержки, добавление третьей «распорки» добавляет жесткости при том же расходе пластика.
External Fill Pattern — заполнение дна и крышки модели, тут уже 2 рисунка —
окружность и линии, заполнение всегда 100%.
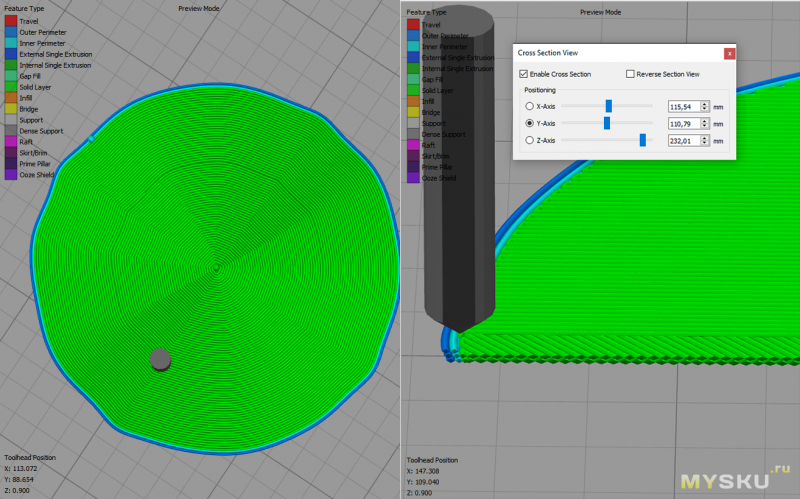
Окружность выглядит лучше, почему же я использую все те же линии с тремя разными углами(External Infil Angle). Вот Вам пример:
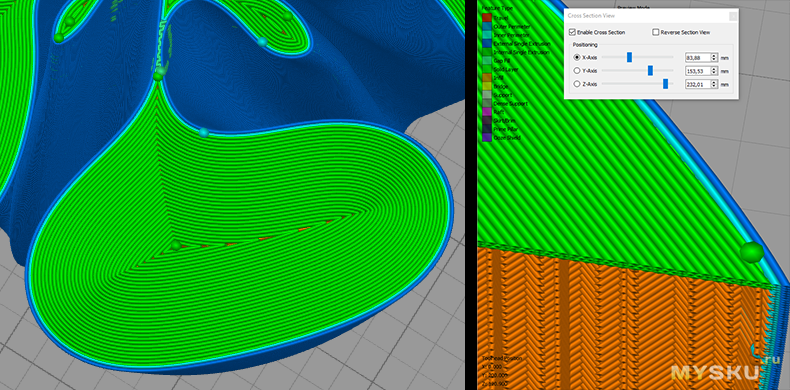
Если последние слои не будут смещаться, заполнение окружностью может оставлять пробелы в верхней и нижней частях, а при использовании линий за 3 захода перекрываются практически 100% огрех предыдущего слоя.
Interior Infil Percentage — то же самое, что и основная настройка процента внутреннего заполнения.
Outline Overlap — наложение заполнения на внутренний слой стенки, вот пример 50%:
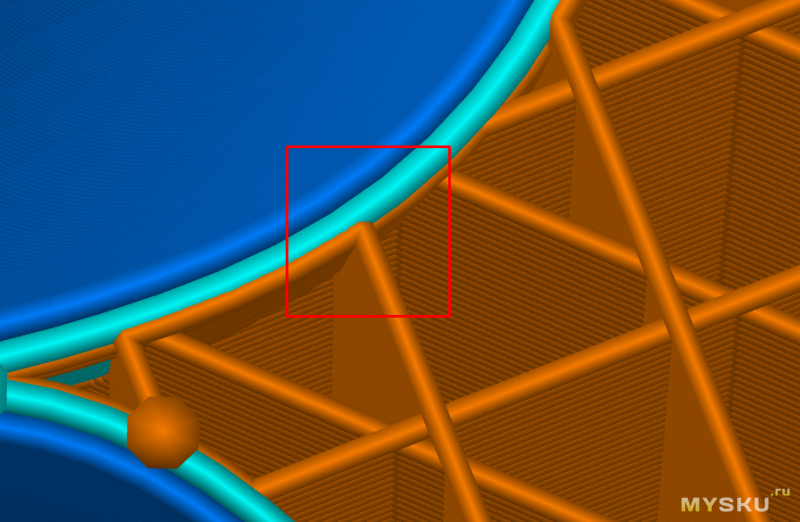
Повышает прочность, но если процент и толщина заполнения высоки, может образовываться излишек пластика по периметру стенки модели.
Infil Extusion Width — ширина линий внутреннего заполнения, я экономлю, убавляя до 80%.
Minimum Infil Lenght — минимальная длина заполнения при которой есть смысл его печатать.
Combine infill Every — печатать заполнение каждые n слоев. Можно печатать поддержку реже если не важна общая прочность.
Include solid diaphragm every «n» layers — , печатать слой поддержки со 100% заполнением каждые «n» слоев.
В настройках углов внутреннего заполнения есть чекбокс
Print every infil angle on each layer — при включении будет печатать все углы поддержки на одном слое. По умолчанию углы чередуются послойно.
Поддержка
Принтер создает конструкцию, которая позволит напечатать нависающие части модели.
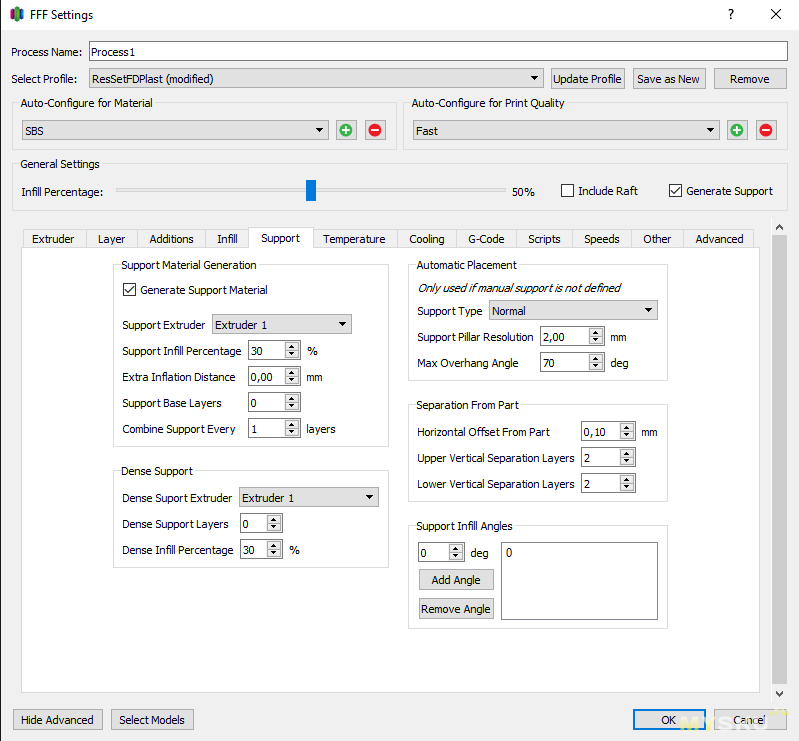
Generate Support Material — активирует печать поддержек, данная настройка продублирована в общем меню выше чтобы не приходилось лазить по вкладкам.
Support Infil Percentage — плотность поддержек(заполнение). Чем выше значение, тем больше стенок поддержки будет построено под нависающей частью. Пример:
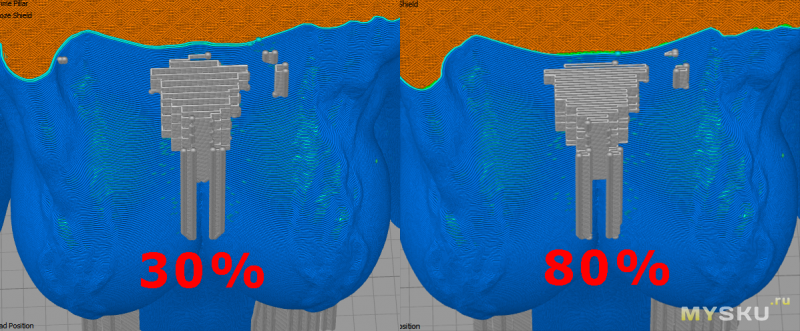
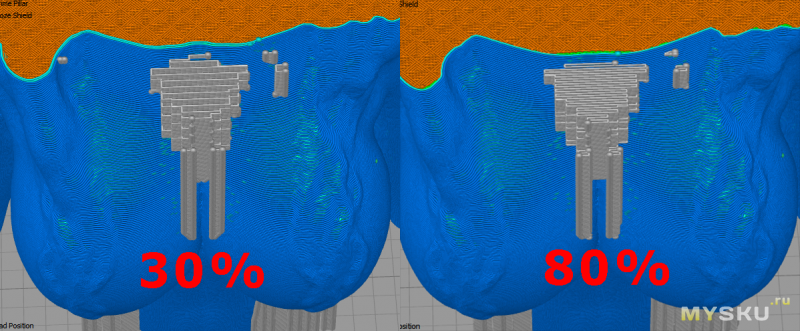
Extra inflation Distance — как и в случае с рафтом можно настроить выход поддержек за пределы поддерживаемой части модели(расширение). Например 10 мм:
Видно, что площадь поддержек заметно увеличилась.
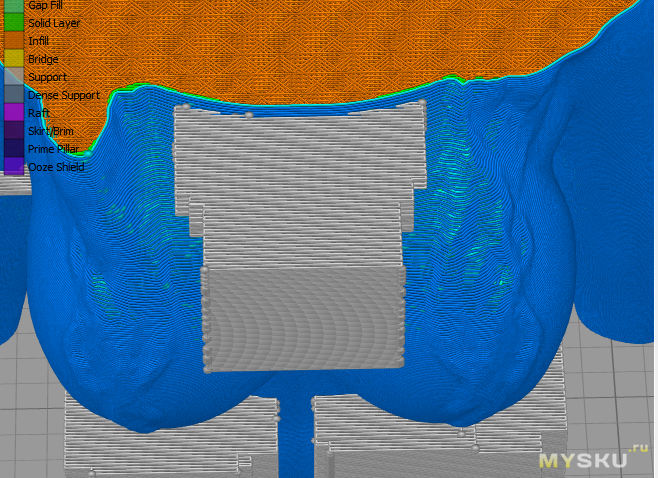
Support Base Layers — поддерживать несколько первых слоев модели. Данная опция появилась в 4 версии программы. Смотрим срез(значение «2»). Видно, что печать поддержек продолжилась после первого слоя модели и прекратилась после второго:
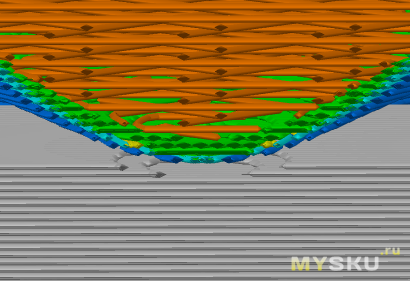
Combine Support Every «n» layers — измененная версия пропуска поддержек. Печать нескольких слоев поддержки за один проход. При значении «3» и толщине основного слоя 0,1мм, новый слой поддержки будет печататься через каждые 3 слоя, высотой 0,3мм. Например:
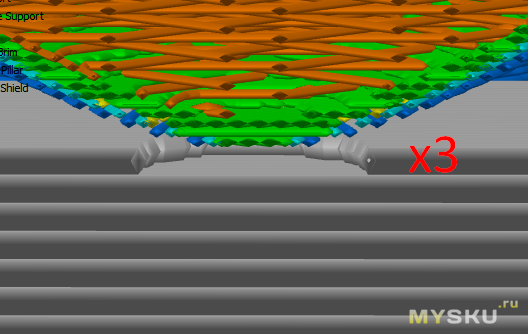
Крайние слои поддержки так же вынесли в отдельный подпункт, тут можно настроить опции первых и последних слоев, на которые будут опираться нависающие части.
Dense Support Layers — количество крайних слоев.
Dense Infil Percentage — заполнение крайних слоев.
На самом деле довольно удобная надстройка. Позволяет неплохо экономить пластик если нужна высокая поддержка. Так же обеспечивает лучшее прилипание первых слоев поддержки к столу. Пример(основа 10%, первые и последние 2 слоя 80%):
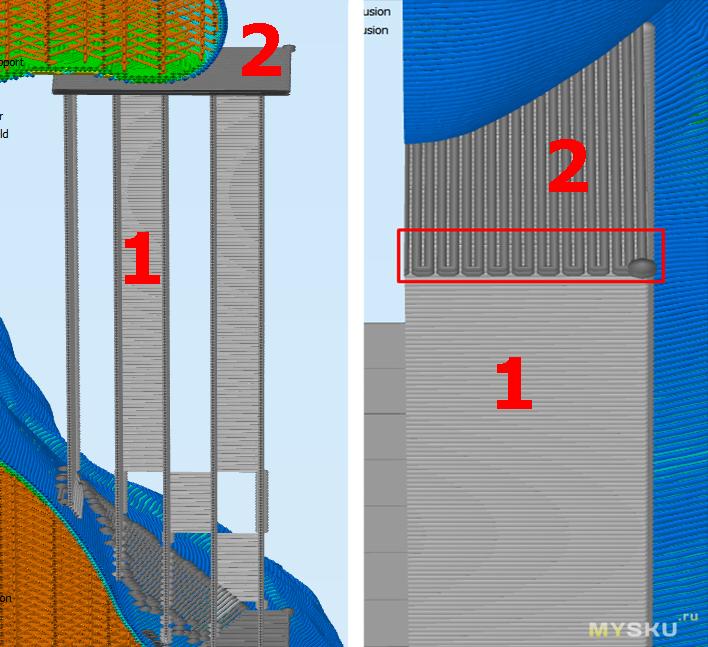
Но есть небольшая ложка дегтя — при печати поддержек от модели, первые слои с высоким заполнением будут хуже отделяться(серый слой на картинке выше).
Automatic Placement — настройки автоматического построения.
Support Type(Normal/Build Platform Only) — позволяет выбрать тип автоподдержек, будут ли они строиться везде под нависающими частями, либо только над частями, которые находятся над столом. Полезно переключать при построении пустотелой модели, чтобы потом не выковыривать саппорт и сохранить свисающие наружные части
Support Pillar Resolution — минимальный размер выступающей части для которого будет построена поддержка. Я оставил 2 мм, меньше не вижу смысла, т.к. слой вряд ли «поплывет».
Max Overhang Angle — максимальный угол наклона свисающей части для построения поддержек.
Separation From Part — отступ от стенок модели
Horizontal Offset From Part — Расстояние между стенками модели и поддержкой. Чем выше, тем меньше шанс на их склеивание. Главное не переборщить, иначе свисающая часть не будет должным образом доведена до основы.
Upper Vertical Separation Layers — пропуск верхних слоев поддержки. При значении больше «0», первый слой свисающей части модели выдавится в воздухе, а не будет размазан по поддержке. Способствует лучшему отделению саппорта после окончания процесса печати.
Lover Vertical Separation Layers — пропуск первого слоя поддержки при ее печати от поверхности модели, так же как и верхняя настройка способствует лучшему отделению поддержки от детали в конце печати.
Support Infill Angles — можно менять угол построения дорожек поддержки под удобный для текущей модели. Выставление нескольких значений приведет к послойному чередованию. Не вижу особого смысла в этих настройках, учитывая возможность менять плотность финальных слоев. Так же при выставлении нескольких разных углов, конструкцию сложнее смять для демонтажа.
Температура
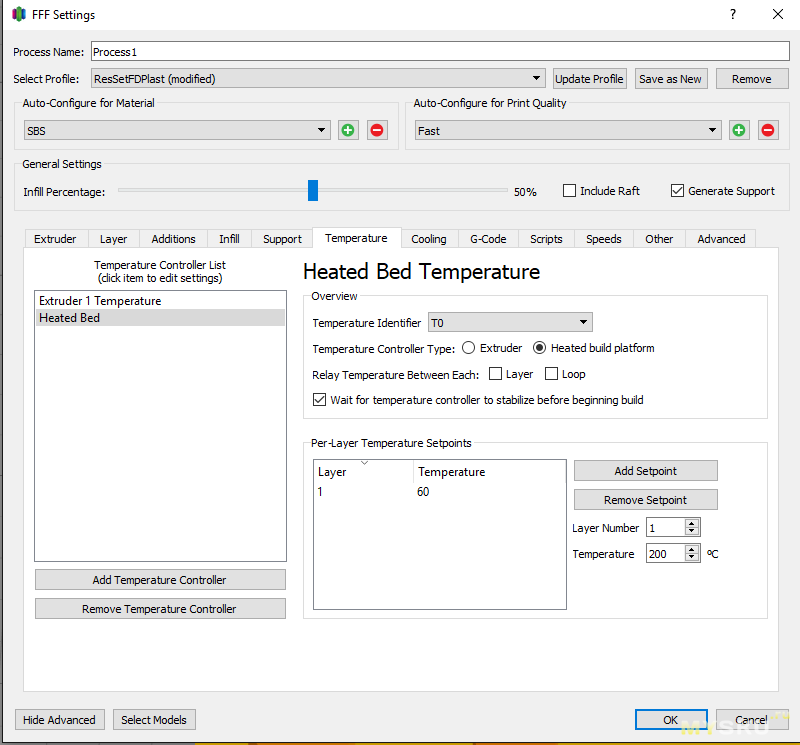
Тут все просто, если у нас один экструдер — выбираем идентификатор «T0»
Потом тип контроллера: Экструдер или Стол. Если в левом списке у Вас пусто, нужно их по очереди добавить кнопкой «Add».
Relay Temperature Between Each — отвечает за частоту обновления информации о температуре. Не влияет на контроль температуры принтером. Спасибо AndyBig за пояснение.
Wait for temperature controller to stabilize before beginning build — ждать нормализации температуры до начала печати. Не знаю зачем вывели чекбокс, можно было оставить эту опцию включенной по умолчанию.
Per-Layer Temperature Setpoints — собственно, настраиваем температуру. Можно добавить диапазоны слоев с разным нагревом как стола, так и экструдера. Это может пригодиться когда у Вас много мелких деталей, а Вы не хотите снижать общую температуру экструдера для лучшего спаивания слоев, тогда просто смотрите диапазон слоев с мелочевкой, например 200-300 и понижаете температуру только для него, например:
Слой 1 — 200 градусов
Слой 200 — 185 градусов(после 199 слоя температура снижается до 185 градусов)
Слой 300 — 200 градусов(после 299 слоя температура снова поднимается до 200 градусов)
Охлаждение
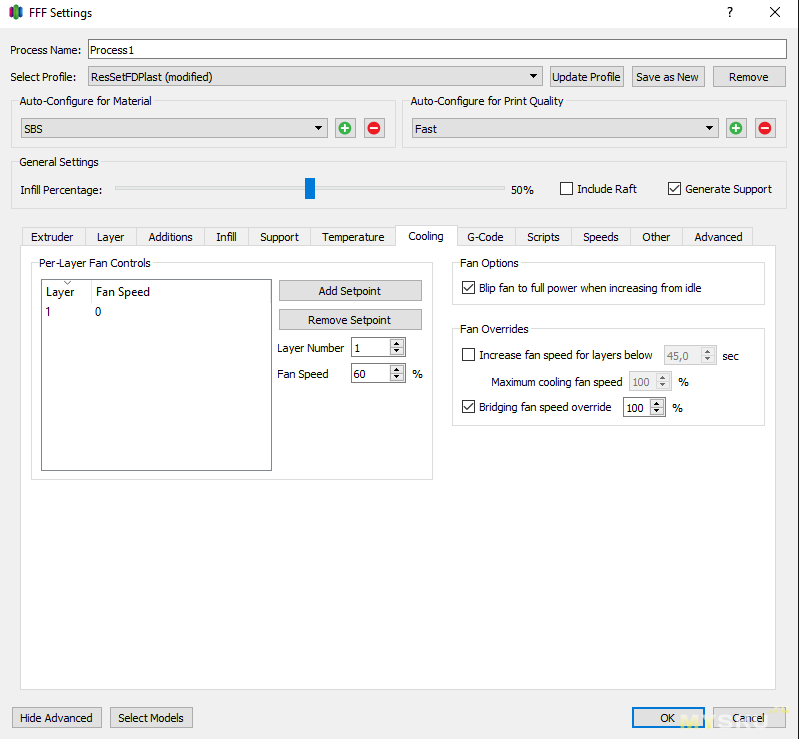
Так же как и температуру, скорость вентилятора обдува модели можно настраивать послойно. Обычно на первых слоях оставляют значение «0» для лучшей адгезии, а при использовании ABS и вовсе отключают обдув. Хотя все зависит от модели — при печати мелких элементов я использую легкое охлаждение, но при условии, что обдув не будет затрагивать основание детали.
Bip fan full power when increasing from idle — после простоя будет увеличено напряжение старта вентилятора. Полезная опция, например у меня на 12% лопасти не крутятся пока не толкнешь пальцем. Данный чекбокс заменяет палец, раскручивая двигатель, подача максимального напряжения менее секунды, слой не успеет переохладиться.
В четвертой версии из данной вкладки убрали настройку ограничения скорости печати слоя и правильно сделали.
Fan Overrides. дополнительные настройки охлаждения.
Increase fan speed for layers below — увеличивать обороты вентилятора если время печати слоя упало ниже указанного значения. Есть как плюсы, так и минусы. Хорошо для мелких деталей к концу печати, но плохо при маленьком основании, т.к. будет дуть на первые слои
Bridging fan speed override — Скорость вентилятора при построении «мостов».
G-Code
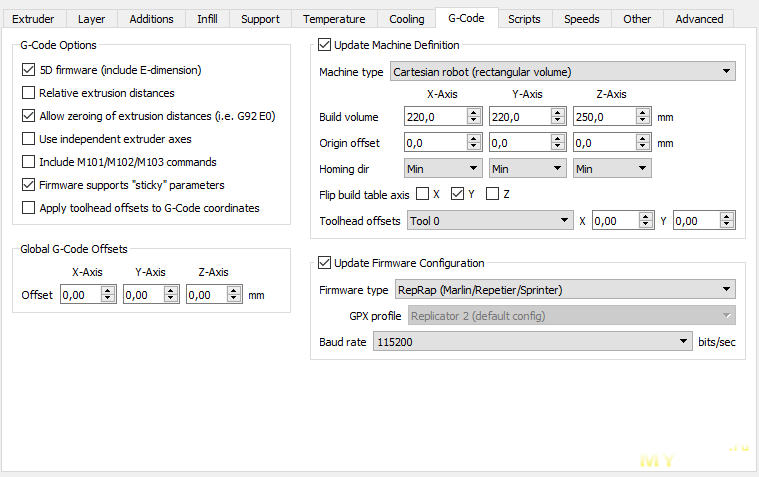
Тут я ничего не трогал. Если есть продвинутые пользователи, которые знают как та или иная настройка повлияет на результат работы, напишите в комментариях — я добавлю информацию сюда.
Vitalin попросил упомянуть настройку коррекции координат сопла.
Global G-code Offsets
Z-axis позволяет регулировать положение сопла над столом при печати первого слоя. То есть тонкая корректировка уровня стола. Аналогично и по другим осям.
Update Machine Definition — изменить параметры принтера. Аналогично первоначальной настройке, можно не активировать если изначально все указано верно и ничего не менялось.
Scripts
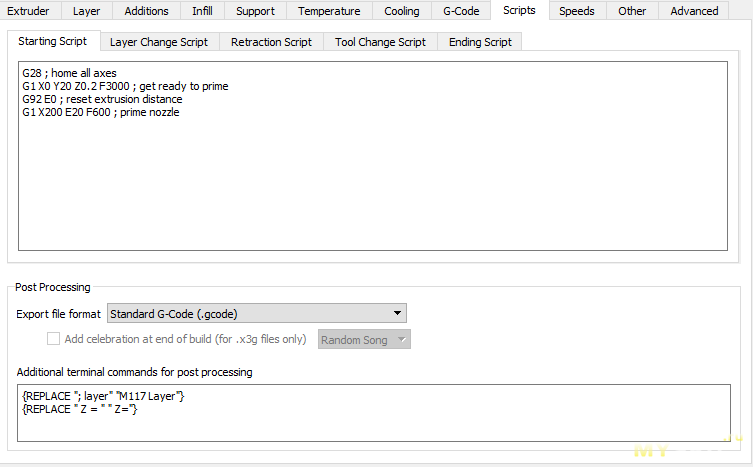
Дополнительные команды для тонкой настройки процесса печати до начала печати, после, подстройка поведения во время ретракта, при смене экструдера(если их несколько), в конце печати. Например для заполнения сопла можно до печати давать команду на проведение линии по оси X в нижней части стола, после чего уже начинает печататься первый слой без пробелов, а в конце печати выдвинуть стол вперед, а не назад.
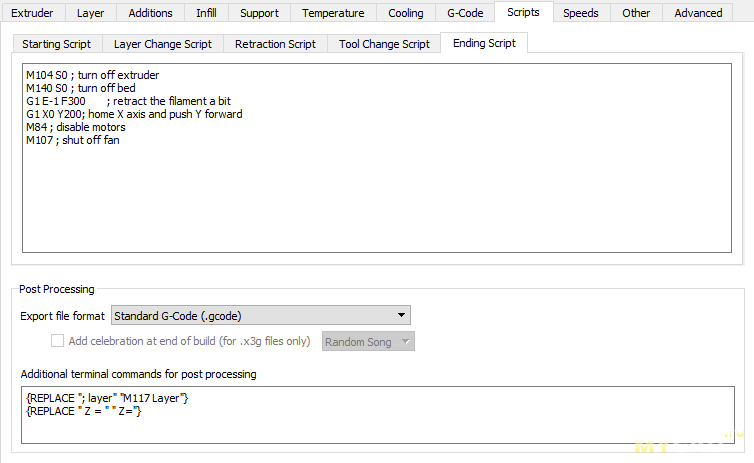
Так же в нижней части есть поле:
Additional Terminal commands for post processing — для A6 можно добавить 2 строчки для вывода дополнительной информации, в моем случае это номер текущего слоя и координаты по оси Z.
Speeds(Скорость печати)
Default Printing Speed — стандартная скорость принтера, базовое значение, можно указывать максимально возможное по «паспорту».
Outline Underspeed — скорость печати внешнего периметра стенки. Чем меньше значение, тем ровнее будут лежать слои, помогая избежать пробелов, неровностей и плохой адгезии.
Solid Infill Underspeed — скорость печати первых и последних сплошных слоев модели. Чем ниже скорость, тем равномернее будет распределен пластик.
Support Structure Underspeed — Скорость печати поддержек. Думаю пояснений не надо.
X/Y Axis Movement Speed – скорость перемещения каретки по осям X и Y в перерывах между печатью(от вершины к вершине)
Z Axis Movement Speed – скорость подъема экструдера по оси Z
Так же сюда перекочевала настройка ограничения скорости печати(из вкладки охлаждения).
Adjust printing speed for layers below — снижать скорость печати если время печати слоя ниже указанного. Время печати уменьшается при уменьшении размера модели, следовательно предыдущие слои могут не успевать остывать при использовании ряда пластиков.
Other(Другое)
Bridging — мосты. Это слой, который печатается в воздухе, создающий перекрытие на стенках. Довольно удобная опция печати, которая позволяет не наращивать поддержки.
Unsupported area threshold — минимальная площадь перекрытия без поддержек, которая должна определяться как мост. Если площадь меньше выставленного значения, будет печататься обычный слой. В идеале значение подбирается под каждый тип пластика, как и скорость обдува при построении.
Extra inflation distance — размер крепления «моста» на стенках. При прокладывании мостов с большим наложением на стенки уменьшается шанс отрыва или провисания нити.
Bridging extrusion multiplier – толщина линий мостов. В зависимости от используемого пластика и температуры сопла, линии растягиваются/дают усадку из за охлаждения и иногда становятся тоньше.
Bridging speed multiplier – скорость печати мостов. Чем быстрее скорость, тем меньше шанс на провисание, но опять же, многое зависит от используемого пластика и температуры сопла.
В 4 версии появилось еще 2 надстройки:
Use fixed bridging infill angle — по умолчанию программа сама определяет относительно какой стены начинать построение, но мы можем задать любой фиксированный угол.
Apply bridging setting to perimeters — вот это я прям ждал. Дело в том, что ранее периметры строились до моста. Ну как строились — свисали как провода на столбах зимой. Но если мы поставим галочку, стенки напечатаются с теми же настройками, что и мосты, сведя свисание первых слоев практически к нулю. Пример:
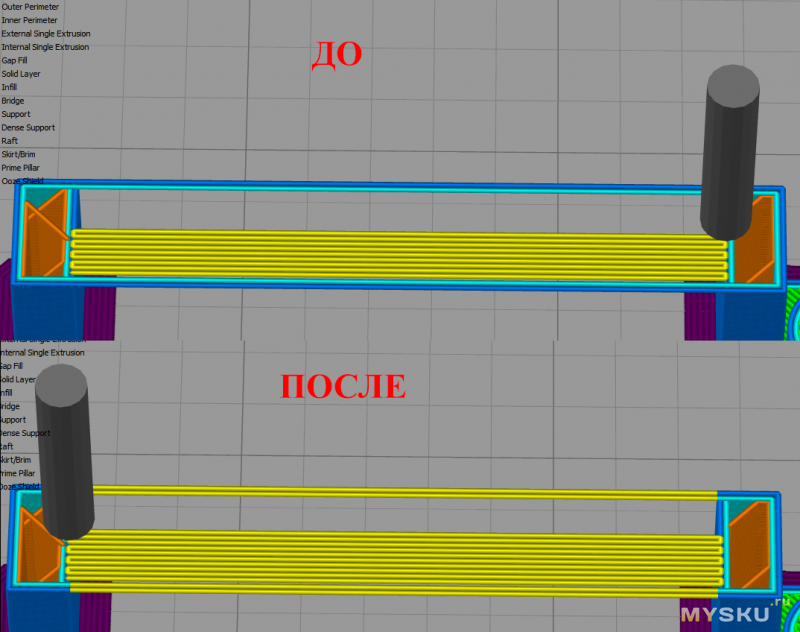
Прям молодцы, порадовали.
Dimensional Adjustments. Корректировка размеров.
Horizontal Size Compensation – коррекция размеров модели в длину и ширину. Не экспериментировал, но в теории после пробной печати можно сопоставить размеры полученной детали с чертежом, вбить расхождение и программа сама рассчитает нужные правки. Актуально для пластиков с большой усадкой.
Filament Properties — Настройки прутка, такие как диаметр, цену за килограмм и плотность. Если вбить актуальные значения, программа довольно точно вычислит количество пластика, необходимого для печати модели, а так же вес и себестоимость.
Tool Change Retraction — Настройка ретракта при печати несколькими экструдерами.
Advanced(расширенные настройки)
Layer modifications – можно задать диапазон печати по оси Z. Например при смене прутка или продолжении печати после сбоя.
Thin Wall Behavior. Настройка печати тонких стенок.
External Thin Wall Type -внешняя тонкая стенка. Имеется 2 настройки:
Perimeters only — печатать только периметры
Allow single extrusion walls — одиночная стена с динамической толщиной стенки.
Internal Thin Wall Type — внутренние тонкие стенки. Тут на выбор уже 3 опции:
Perimeters only — стандартные периметры.
Allow single extrusion fill — динамическая толщина линии заполнения.
Allow gap fill — Что-то среднее между внутренним и внешним заполнением, отмечается в слайсере другим цветом, ниже будет пример.
Allowed perimeter overlap – допустимое перекрытие периметра. Если честно, особо разницы не заметил после изменения данного пункта настроек, вот небольшой пример:
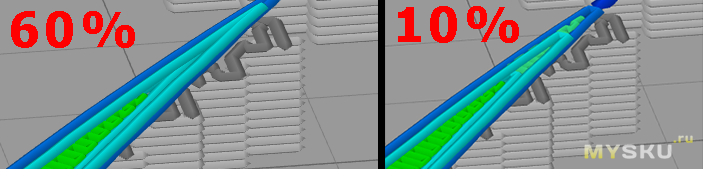
А Вот большой пример влияния остальных параметров:
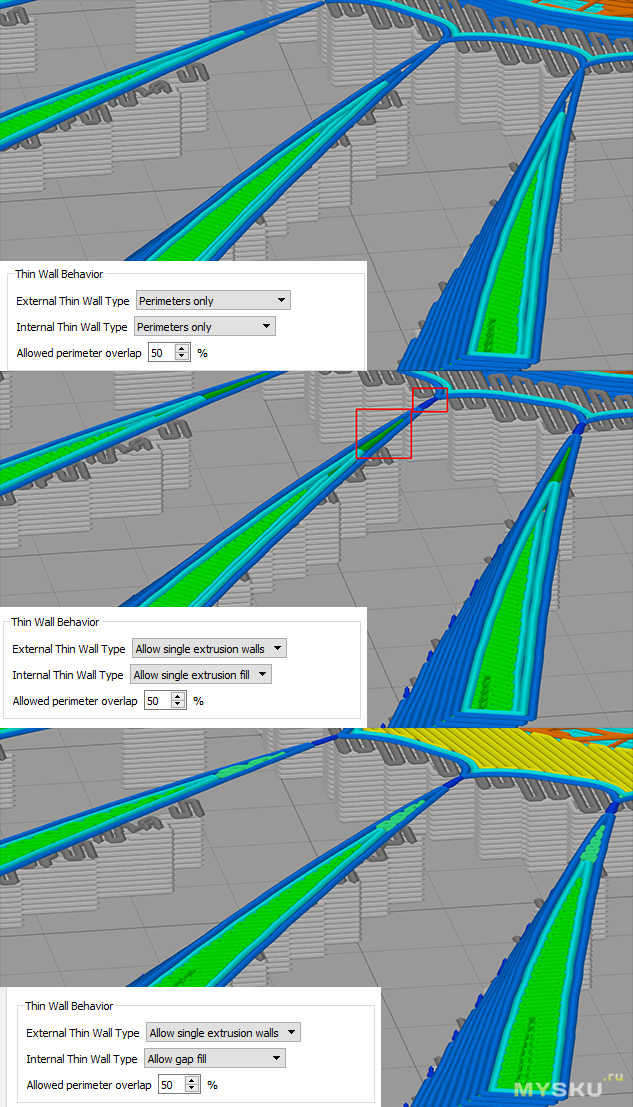
Ну и еще с официального сайта:
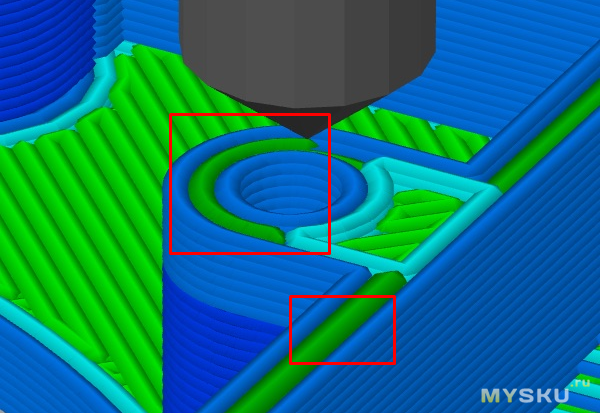
Single Extrusions. Настройки динамического заполнения.
Minimum Extrusion Lenght — минимальная длина для просчета динамического заполнения.
Minimum Printing Width — минимально возможная ширина слоя. Зависит от возможностей принтера и используемого сопла, подбирается индивидуально.
Maximum Printing Width — максимальная ширина слоя, аналогично верхнему значению — все зависит от сопла и возможностей.
Endpoint Extension Distances — насколько разрешено заполнению заходить на другие периметры по аналогии с наложением заполнения на базовый слой. Лучше перекрываются пустоты.
Ooze Control Behavior. Дополнительные настройки ретракта.
Only retract when crossing open spaces — выполнять ретракт только при перемещении экструдера по воздуху от одной части модели к другой.
Forge retraction between layers — ретракт при каждом переходе на новый слой.
Minimum travel for retraction — отключить ретракт если расстояние перемещения сопла между частями модели ниже указанного значения. При мелких перемещениях нет смысла дергать пруток.
Perform retraction during wipe movement — делает ретракт при разглаживании слоя(Wipe nozzle) для того чтобы не налить еще лишнего когда сопло поднимется.
Only wipe extruder for outer-most perimeters — дополнение предыдущей настройки, делать разглаживание только внешнего периметра. Логично, на внутреннем нам красота не так нужна.
Movement Behavior — оптимизация холостых перемещений сопла таким образом, чтобы оно не пересекало свежий слой печати. То есть переход на соседнюю часть модели будет осуществляться не как попало, а от ближайших краев. Уменьшает количество соплей, подтеков и разводов соплом на поверхности.
Maximum allowed detour factor — Максимальное смещение курса. Насколько я понял, это сложность просчета движения. При малых значениях старается пройти кратчайшим путем задевая минимум периметром, при высоких обводит модель чуть ли не по всему периметру пока не дойдет до зоны печати остальной части. Могу ошибаться, поправьте.
Slicing Behavior. Обработка ошибок во время слайсинга.
Non-manifold segment — мелкие ошибки:
Discard — ничего не трогать
Heal — попробовать «вылечить» модель.
Merge all outlines into a single solid model — «заткнуть» все лишние дыры в модели. Осторожно, может запечатать и нужные технологические отверстия если они ему не понравятся.
С настройками вроде разобрались, перейдем к верхнему меню. Многие его пункты дублируют инструменты панели быстрого доступа, которая находится справа, поэтому ее рассматривать не будем. И так уже наверное отсеялась большая часть читающих ))
Подробнее
Вкладка File
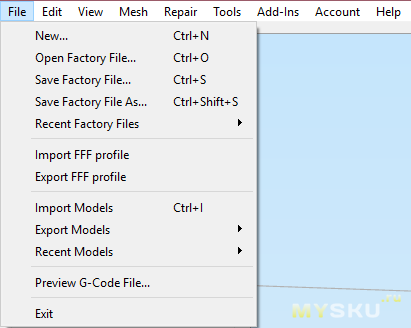
New — создать новое рабочее пространство. Очищается стол и процессы.
Open Factory File — открыть конфигурационный файл
Save Factory File/Save As — сохранить конфигурационный файл. Что же это за файл такой загадочный? Забегая вперед, он похож на FFF Profile, только включает в себя настройки принтера вцелом под текущую модель. Например у Пети не получается нормально отпечатать модель, а у меня получается на такой же принтере и версии программы. Значит Петя где-то накосячил. И чтобы не разбираться где именно, я могу скинуть ему Factory File для того, чтобы он получил аналогичный результат.
Так же можно хранить их вместе со сложными моделями, которые требуют подстройки печати чтобы каждый раз их не менять. Удобненько.
Recent Factory Files — последние открытые конфигурационные файлы.
Import FFF Profile — подгрузить профиль.
Export FFF Profile — выгрузить профиль. Вот то о чем я писал выше. FFF Profile не подстраивается под модель, а является шаблоном настроек печати. После того как подобрали настройки под определенный тип пластика, мы сохраняем его в своем профиле, при чем можно сформировать довольно большой список под каждый цвет и тип, да и профилей можно сделать несколько чтобы было проще ориентироваться при печати пластиком от разных производителей.
Если нам понадобится подключить принтер к другому компьютеру, мы просто экспортируем профиль со старого и импортируем в новый, после чего работаем как обычно. При первом старте не забудьте указать настройки принтера, они не входят в FFF Profile если в настройках печати не включена коррекция.
Import Models — загрузить модель
Export Models — выгрузить модель
Recent Models — просмотр списка последних импортированных моделей.
Preview G-Code File — по сути это импорт уже нарезанной модели без возможности изменения, открывается сразу окно просмотра печати.
Exit — выход из программы.
Вкладка Edit
Undo/Redo — отменить/вернуть последние изменения
Copy Selection — копировать выбранную модель в буфер обмена.
Paste Selection — вставить выбранную модель из буфера обмена.
Remove Selection — вырезать выбранную модель.
Group Selection — сгруппировать группы из выбранных моделей. В дальнейшем можно будет применить одну настройку печати ко всей группе, а другую к остальным моделям, которые в нее не входят. Тоже удобно когда нужен индивидуальный подход к разным элементам.
Ungroup Selection — разгруппировать.
Select All — выделить все.
Deselect All — отменить выделение.
Duplicate Models — дублировать модель. Указываем число копий, жмем «ok» и получаем нужное количество.
Center and Arrange Models — центрировать модели. Максимально удобное размещение для печати по мнению бездушной машины.
Align Selected Model Origins — наложить модели друг на друга. Может быть полезно для сравнения размеров и геометрии, отличия будут выделяться.
Drop Model to Table — опустить модель на поверхность стола. Это если Вы приподняли модель над поверхностью и не хотите вручную вылавливать момент касания.
Place Surface on Bed — указать грань, которая должна касаться стола. Мастхэв функция, пользуюсь постоянно. Активируете ее(горячие клавиши CTRL+L), водите мышкой по поверхности модели, выбираете нужную грань(подсвечивается) и деталь прилипает к столу нужной стороной.
Scale to Maximum Size — увеличить модель до максимально возможных размеров, которые поддерживает наш стол.
Scale Inches to Millimeters – конвертировать дюймы в миллиметры. Дюймовые размеры попадаются редко, но все же бывает и без конвертирования масштаб будет не верным.
Prepare to Print – запуск слайсинга и переход в меню просмотра печати.
Вкладка View
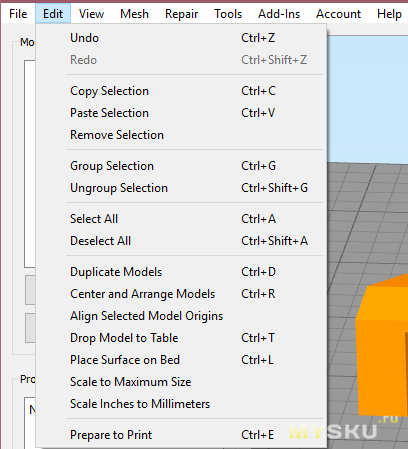
Первые 4 опции поворачивают к нам модель нужной стороной.
Coordinate Axes — показывать оси координат.
Solid Model — думал, что будет переключать вид на цельную модель/каркас, но нет, она просто становится невидимой. Возможно я чего-то не понимаю )
Wireframe — подсвечивание граней модели.
Show Normals — просмотр нормалей. Если вкратце, они должны быть направлены наружу, одинаково со всех симметричных частей модели. Если она строилась отзеркаливанием отдельных частей, могут возникнуть проблемы при слайсинге. Если хотите узнать больше о нормалях — гуглите.
Cross Section — просмотр сечения модели по 3 координатам. Можно рассмотреть любую полость детали не вращая стол и не заглядывая в щели.
Auto-Rotate View — включает плавное вращение стола. Не знаю в каких случаях может пригодиться, я обычно кручу руками. Со стороны придает небольшой вау-эффект. В фильмах же 3д модели постоянно вращаются в окошках =)
Вкладка «Mesh»
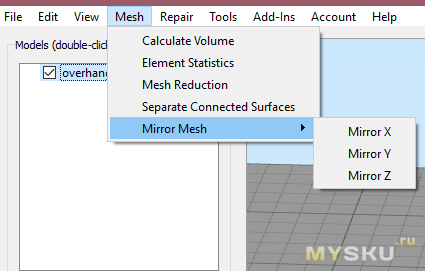
Calculate Volume — высчитывает объем модели в кубических сантиметрах.
Element Statistics — показывает статистику по длине частей модели. Среднюю, максимальную и минимальную. Анализируя эти данные можно понять сколько нужно выставить периметров, плотность заполнения и т.д. чтобы деталь пропечаталась нормально.
Mesh Reduction — меняет разрешение модели, увеличивая длину полигонов.
Mirror Mesh — зеркалит модель относительно выбранной плоскости.
Вкладка Repair
. Не скажу, что особо полезна, но мелкие проблемы можно попробовать решить.
Identify Non-Manifold Edges — искать неправильные грани(подсвечивает ошибки)
Identify Self Intersecting Surfaces — искать пересекающиеся поверхности(подсвечиваются).
Clear Result — очистить результаты поиска(убрать подсветку ошибок модели).
После разделителя уже идут опции лечения:
Repair Normals — попытаться развернуть нормали.
Repair Flipped Triangles — попытаться исправить перевернутые треугольники.
Repair Surface Orientation — исправить ориентацию поверхности. Ни разу не использовал на практике, сложно сказать что делает.
Remove duplicate triangles — убрать дублирующие треугольники
Remove orphaned triangles — убрать потерянные треугольники.
Вкладка Tools
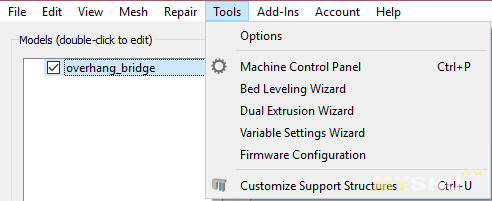
Options — Основные настройки программы, там же производится первичная настройка принтера.
Machine Control Panel — панель управления принтером. Я не знаю почему она не вызывается автоматически, приходится постоянно запускать вручную.
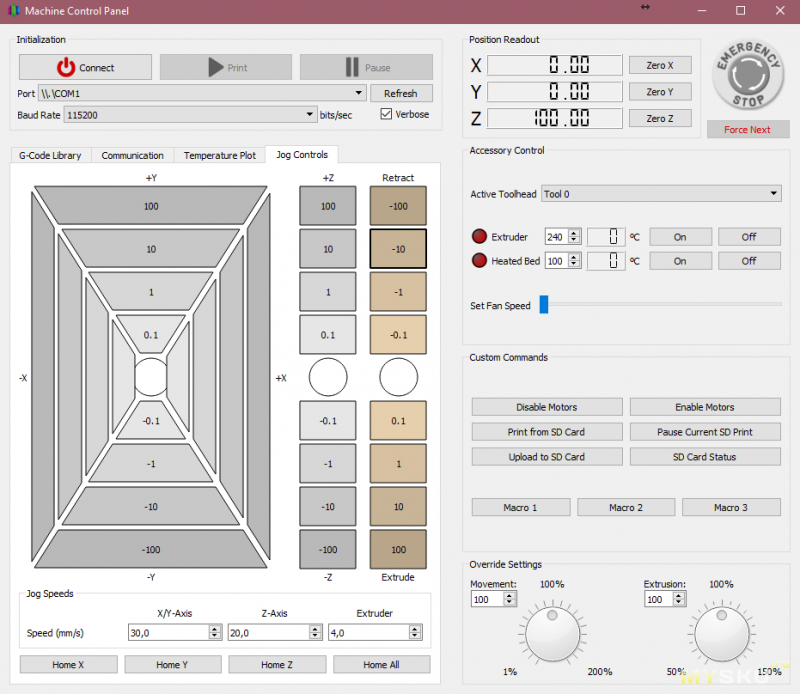
Тут все что нам нужно для контроля процесса печати — библиотека G-code для быстрого старта печати, управление столом, экструдером, можно закидывать файлы на карту памяти принтера(долго), запускать печать с карты памяти, после чего можно спокойно выключать компьютер, процесс не прервется. Так же есть настройка скорости печати и подачи прутка, возможность приостановить и продолжить печать, лог событий, графики температур. В общем, удобная и клевая панелька.
Bed Leveling Wizard — мастер выравнивания стола. Многие устанавливают эту программу только для того чтобы провести калибровку. Пошагово производит 2 прохода по крайним зонам стола, опускаясь в нулевую точку, второй проход контрольный для проверки.
Dual Extrusion Wizard — мастер настройки печати двумя соплами.
Firmware Configuration — можно поправить коды команд если конфигурация принтера отличается от общепринятой.
Customize Support Structures — панель ручного редактирования поддержек. Тоже иногда выручает, например когда автомат не справляется или если оператор считает, что сможет выставить их экономичнее, увеличив скорость обдува при печати нависающей части.
Вкладка Add-Ins
. В ней пока только одна опция.
Convert Image to 3D — преобразование обычной картинки в выпуклую. Настроек не так много как в программах для создания «lithophanie»(контурное фото, просвечивающееся на свету), но все же. Пример преобразования без обесцвечивания, размеры модели(XYZ): 20х4х16мм.

Остаются Account и Help, но не вижу смысла их рассматривать, т.к. это уже индивидуальные параметры.
Ну и напоследок разберем интерфейс предпросмотра печати. Потерпите, осталось немного — все логично, поэтому сильно расписывать не буду =)
Предпросмотр печати
Нажимаем Prepare To Print и видим, что интерфейс немного изменился.
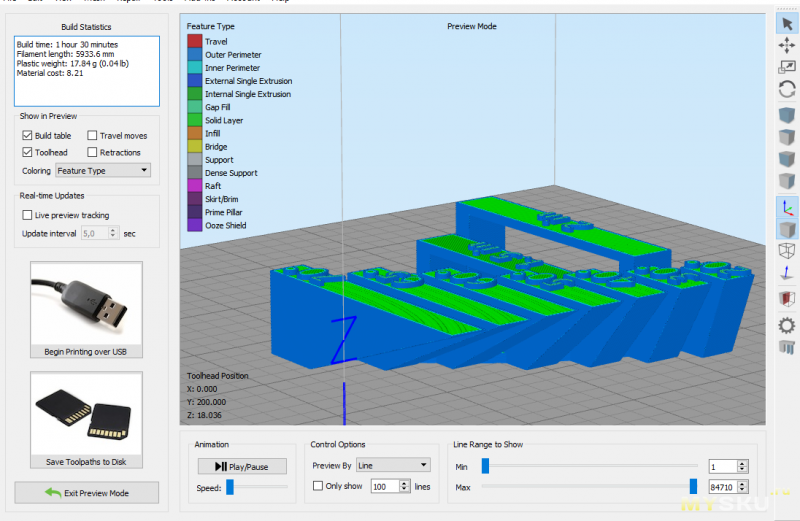
В левой верхней части расположена информация о печати модели:
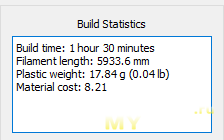
Время печати
Необходимая длина прутка
Вес использованного пластика
Затраты на материал.
Ниже расположились настройки визуальной «раскраски» модели, чекбокс, включающий реалтайм просмотр печати на виртуальном столе и кнопки начала печати/сохранения G — кода для дальнейшей автономной печати.
Большую часть окна занимает виртуальный стол.
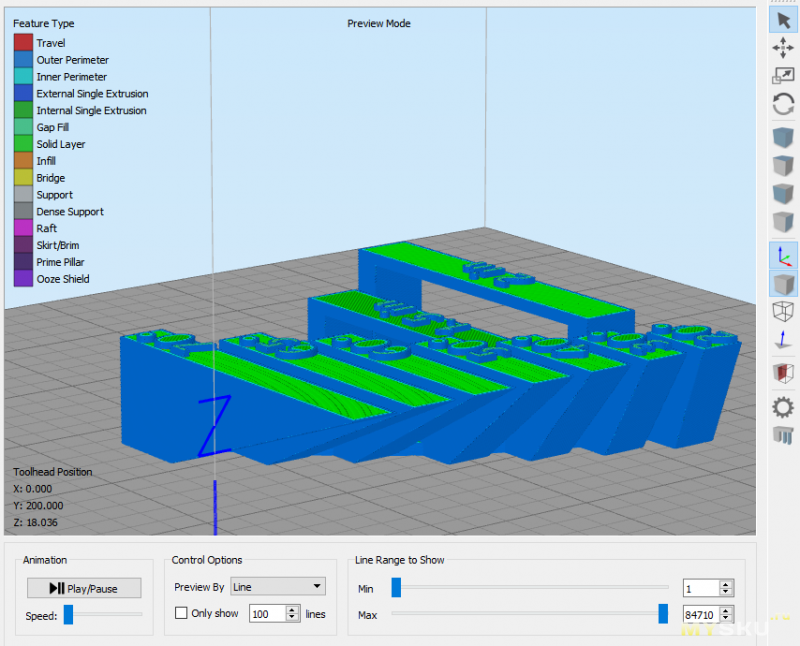
Тут отображается модель уже после «нарезки», в левом верхнем углу информация по цвету линий в зависимости от их типа( Feature Type), ниже позиция сопла(Toolhead Position). Справа уже знакомая панель инструментов.
В самом низу расположены ползунки и настройки симуляции печати. Можно запустить виртуальную печать и проследить все движения сопла или двигать ползунки слоя вручную до нужной позиции.
Спасибо всем кто дочитал до конца, надеюсь данная информация окажется полезной. Если я где-то ошибся или пропустил какие-то детали, исправьте меня в комментариях — я внесу изменения в материал.
Это первая часть мануала по 3д печати, далее будет практика:
Разберем влияние настроек на разные типы пластика, подробнее остановимся на настройках процессов печати(для создания одной модели можно использовать несколько процессов), обсудим апгрейд принтера(необходимый и не очень). Дискуссии в комментариях приветствуются — в споре рождается истина©.
Всем равномерных прутков и добра =)
P.S. В комментариях отметили, что данный пост может отпугнуть новичков, т.к. информации довольно много, еще все эти непонятные термины. Так вот. Вы можете печатать, настроив только принтер, все, кубик, лодка, сова у Вас получится. Но по мере втягивания в процесс печати Вы будете сталкиваться со сложными моделями, для которых уже придется копнуть настройки чуть глубже, вот тогда и пригодится данный гайд =)
К тому же в обзорах с практикой я буду выкладывать файлы настроек своего принтера, которые можно будет закинуть себе с минимальным количеством последующих правок.
Доброго дня, друзья! Думаю, что многим знакомы вот такие ‘приколы’ после нарезки и печати Simplify3D

Сегодня, наконец-то (лично мне) удалось решить данную проблему! Возможно, кто-то уже знает это и активно использует, но ‘массы’, об этом и не знают!..
Вот что получается, если доверить слайсеру самостоятельно нарезать деталь

Стрелками я обозначил ‘проблемные’ места. Тут слайсер насчитал, что все должно быть хорошо, а на деле —

Давайте попробуем разобраться с этим. Вот то, что нам предлагает ‘симпли’ по-умолчанию. Как оказалось — он неверно считает (или считает верно и я чего-то недопонимаю) ширину экструзии.

Т.е при сопле с диаметром 0.4мм он думает, что ширина экструзии будет равна 0.48мм, а на деле она значительно меньше. Выключаем ему автоматический расчет ширины и вводим ширину экструзии равной диаметру нашего сопла. Вот так —

Слайсим и …

И любуемся результатом!
Всем печати без ‘дырок’
Удачи =)