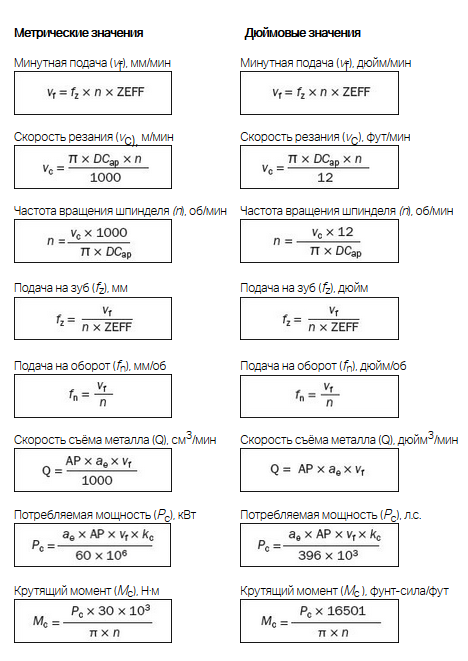
Здесь приведены полезные формулы и определения, необходимые для фрезерования: процесс обработки, фрезы, методы фрезерования и т. д. Умение правильно рассчитать скорость резания, подачу на зуб и скорость съёма металла имеет решающее значение для получения хороших результатов при выполнении любой фрезерной операции.
| Параметр | Значение | Метрические единицы | Дюймовые единицы |
| ae | Ширина фрезерования | мм | дюйм |
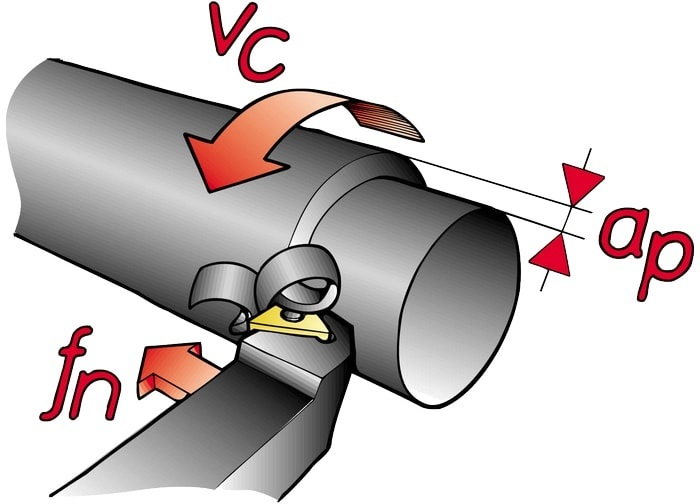
| ap | Осевая глубина резания | мм | дюйм |
| DCap | Диаметр резания при глубине резания ap | мм | дюйм |
| Dm | Обрабатываемый диаметр (диаметр детали) | мм | дюйм |
| fz | Подача на зуб | мм | дюйм |
| fn | Подача на оборот | мм/об | дюйм |
| N | Частота вращения шпинделя | об/мин | об/мин |
| vc | Скорость резания | м/мин | фут/мин |
| ve | Эффективная скорость резания | мм/мин | дюйм/мин |
| vf | Минутная подача | мм/мин | дюйм/мин |
| zc | Эффективное число зубьев | шт. | шт. |
| hex | Максимальная толщина стружки | мм | дюйм |
| hm | Средняя толщина стружки | мм | дюйм |
| kc | Удельная сила резания | Н/мм2 | Н/дюйм2 |
| Pc | Потребляемая мощность | кВт | л.с. |
| Mc | Крутящий момент | Н·м | фунт-сила/фут |
| Q | Скорость съёма металла | см3/мин | дюйм3/мин |
| KAPR | Главный угол в плане | град |
|
| PSIR | Угол в плане (дюйм.) |
|
град |
| BD | Диаметр корпуса | мм | дюйм |
| DC | Диаметр резания | мм | дюйм |
| LU | Рабочая длина | мм | дюйм |
Основные определения
-
Скорость резания, vc
Окружная скорость перемещения режущей кромки относительно заготовки.
-
Эффективная или фактическая скорость резания, ve
Окружная скорость на эффективном диаметре резания (DCap). Это значение необходимо для определения режимов резания при фактической глубине резания (ap). Это особенно важно при использовании фрез с круглыми пластинами, фрез со сферическим концом и всех фрез с большим радиусом при вершине, а также фрез с главным углом в плане менее 90 градусов.
-
Частота вращения шпинделя, n
Число оборотов фрезы, закрепленной в шпинделе, совершаемое за минуту. Этот параметр связан с характеристиками станка и вычисляется на основе рекомендованной скорости резания для данной операции.
-
Подача на зуб, fz
Параметр для расчёта минутной подачи. Подача на зуб определяется исходя из рекомендуемых значений максимальной толщины стружки.
-
Подача на оборот, fn
Вспомогательный параметр, показывающий, на какое расстояние перемещается инструмент за один полный оборот. Измеряется в мм/об и используется для расчёта минутной подачи и нередко является определяющим параметром в отношении чистовой обработки.
-
Минутная подача, vf
Её также называют скоростью подачи. Это скорость движения инструмента относительно заготовки, выражаемая в пройденном пути за единицу времени. Она связана с подачей на зуб и количеством зубьев фрезы. Число зубьев фрезы (zn) может превышать эффективное число зубьев (zc), то есть количество зубьев в резании, которое используется для определения минутной подачи. Подача на оборот (fn) в мм/об (дюйм/об) используется для расчёта минутной подачи и нередко является определяющим параметром в отношении чистовой обработки.
-
Максимальная толщина стружки, hex
Этот параметр связан с подачей на зуб (fz), шириной фрезерования (ae) и главным углом в плане (kr). Толщина стружки – важный критерий при выборе подачи на зуб для обеспечения наиболее высокой минутной подачи.


-
Средняя толщина стружки, hm
Полезный параметр для определения удельной силы резания, используемой для расчёта потребляемой мощности.
-
Скорость съёма металла, Q (cм3/мин)
Объём снятого металла в кубических миллиметрах в минуту (дюйм3/мин). Определяется на основе глубины и ширины резания и подачи.
-
Удельная сила резания, kct
Постоянная материала, используемая для расчёта мощности и выражаемая в Н/мм2
-
Время обработки, Tc (мин)
Отношение обрабатываемой длины (lm) к минутной подаче (vf).
-
Потребляемая мощность, Pc и КПД, ηmt
Характеристики станка, помогающие рассчитать потребляемую мощность и оценить возможность применения инструмента на данном оборудовании для данной операции обработки.


Методы фрезерования
-
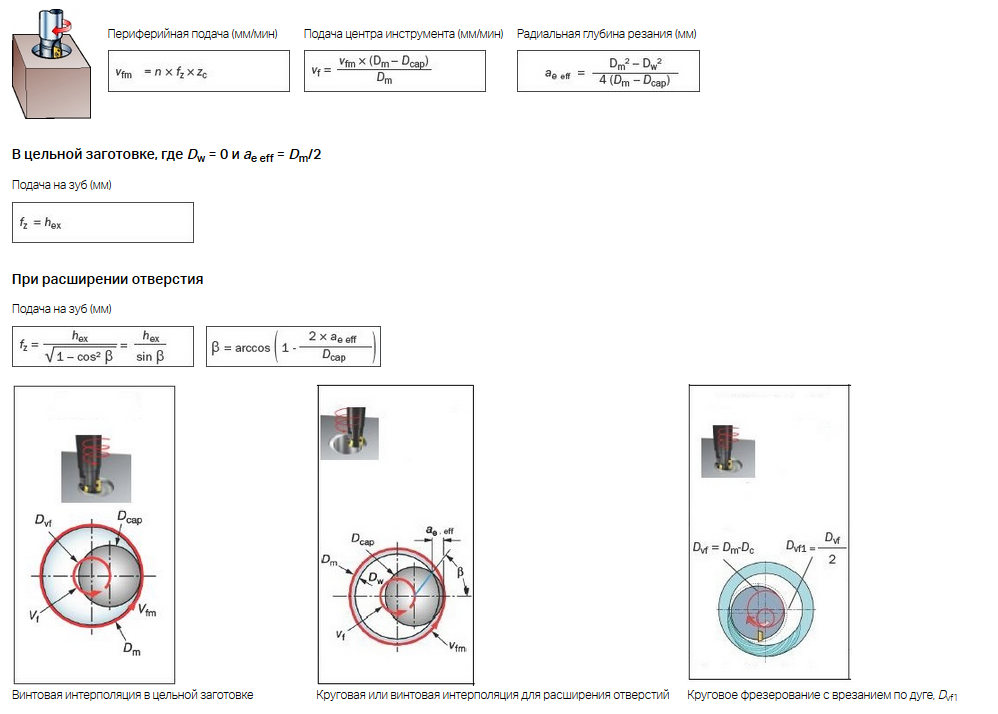
Линейное врезание
Одновременное поступательное перемещение инструмента в осевом и радиальном направлениях.
-
Круговая интерполяция
Перемещение инструмента по круговой траектории при постоянной координате z.
-
Круговое фрезерование с врезанием под углом
Перемещение инструмента по круговой траектории с врезанием (винтовая интерполяция).
-
Фрезерование в одной плоскости
Фрезерование с постоянной координатой z.
-
Фрезерование с точечным контактом
Неглубокое радиальное врезание фрезами с круглыми пластинами или сферическим концом, при котором зона резания смещается от центра инструмента.
-
Профильное фрезерование
Формирование повторяющихся выступов при профильной обработке поверхностей сферическим инструментом.
Формулы для разных типов фрез
Формулы для фрез с прямой режущей кромкой

Формулы для фрез с с круглыми пластинами

Фрезы со сферическим концом

Винтовая интерполяция (по 3 осям) или круговая интерполяция (по 2 осям) — внутренняя обработка
Формулы
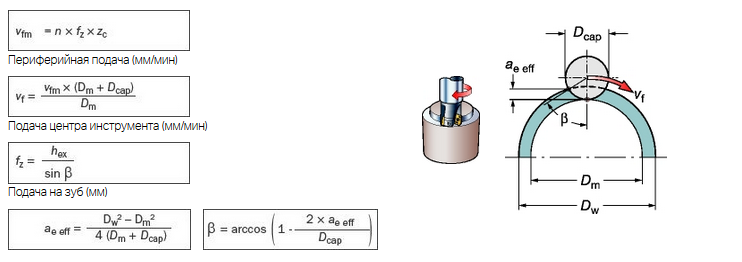
Винтовая интерполяция (по 3 осям) или круговая интерполяция (по 2 осям) — наружная обработка
Формулы
Параметры пластин для фрезерования
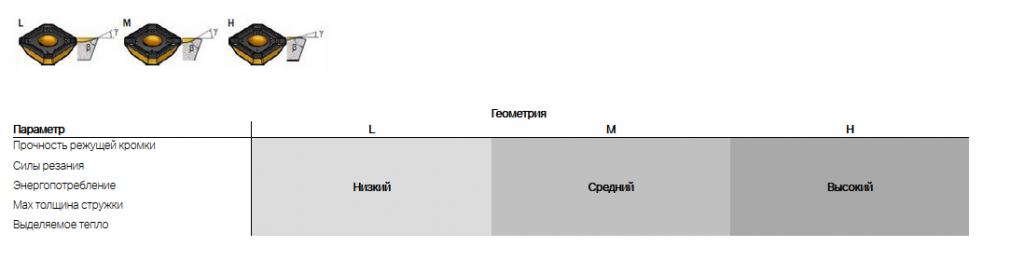
Геометрия пластин
Важными параметрами геометрии режущей кромки пластины являются:
- главный передний угол (γ)
- угол заострения (β)
Макрогеометрия создаётся для работы в лёгких, средних и тяжёлых условиях.
- Геометрия L (для лёгких условий) имеет более позитивную, но более слабую кромку (большой угол γ, маленький угол β)
- Геометрия H (для тяжёлых условий) имеет более прочную, но менее позитивную кромку (маленький угол γ, большой угол β)
Макрогеометрия влияет на многие параметры резания. Пластина с прочной кромкой может работать под большими нагрузками, но при этом создаёт большие силы резания, потребляет больше энергии и выделяет больше тепла. Оптимизированные геометрии имеют специальные буквенные обозначения по классификации ISO.
Конструкция вершины пластины
Самый важный для получения требуемого качества обработанной поверхности элемент режущей кромки – это параллельная фаска bs1 или, если применимо, выпуклая фаска Wiper bs2, или радиус при вершине rε.

Определения для фрез
-
Главный угол в плане (kr), град.
Главный угол в плане (kr) является основным геометрическим параметром фрезы, так как он определяет направление силы резания и толщину стружки.
-
Диаметр фрезы (Dc), мм
Диаметр фрезы (Dc) измеряется через точку (PK), где основная режущая кромка пересекается с параллельной фаской.
Наиболее информативный параметр – (Dcap) – эффективный диаметр резания при текущей глубине резания (ap), он используется для расчёта скорости резания. D3 – максимальный диаметр по пластинам, для некоторых типов фрез он равен Dc.

-
Глубина резания (ap), мм
Глубина резания (ap) – это расстояние между обработанной и необработанной поверхностями, измеряемое вдоль оси фрезы. Максимальное значение ap ограничивается, главным образом, размером пластины и мощностью станка.
При выполнении черновых операций существенное значение имеет величина передаваемого момента. На чистовых этапах обработки более важным становиться наличие или отсутствие вибраций.

-
Ширина фрезерования (ae), мм
Шириной фрезерования (ae) называют величину срезаемого припуска, измеренную в радиальном направлении. Данный параметр особенно важен при плунжерном фрезеровании. Максимальное значение ae также играет значимую роль при возникновении вибрации на операциях фрезерования в углах.
-
Ширина перекрытия (ae/Dc)
Ширина перекрытия (ae/Dc) – это отношение ширины фрезерования к диаметру фрезы.
-
Эффективное число зубьев фрезы (zc)
Данная величина используется для определения минутной подачи (vf) и производительности. Нередко это решающим образом влияет на эвакуацию стружки и стабильность обработки.

-
Число зубьев фрезы (zn)
Величина выбирается с учетом соблюдения условия равномерности процесса фрезерования. Именно количество заходов определяет вид фрезерования, группу материалов для обработки и её жесткость.
-
Шаг зубьев фрезы (u)
Для определённого диаметра фрезы можно выбрать различный шаг зубьев: крупный (L), нормальный (M), мелкий (H). Буква X в коде фрезы указывает на особо мелкий шаг зубьев

-
Неравномерный шаг зубьев фрезы
Означает, что расстояние между зубьями фрезы не одинаковое. Это очень эффективный способ свести к минимуму риск возникновения вибрации.






При создании статьи использованы справочники Sandvik
Каталог фрез по металлу на онлайн-выставке Enex: https://enex.market/catalog/Raskhodnye_materialy/metallorezhushchiy_instrument/frezy_po_metallu/.
В этой статье мы поговорим о расчёте основных параметров, используемых для выбора режима резания на фрезерных станках, а также немного затронем важные критерии выбора фрез.

Подбираем параметры фрезеровки
При подборе режима резки на фрезерном станке следует рассчитать следующие параметры:
— Частота вращения вала шпинделя (n) — зависит от типа и характеристик используемого шпинделя и фрезы, а также от особенностей обрабатываемого материала. Этот параметр вычисляется по следующей формуле: n (об/мин) = 1000 * V/ π * D, где V – скорость резания (м/мин), π – число Пи (3.14), а D – это диаметр режущей части фрезы (мм). Скорость резания (V) — это пройденный за минуту точкой режущей кромки фрезы путь и данный параметр следует брать из справочных таблиц (пример такой таблицы представлен ниже).
Когда расчёт ведётся для фрез с небольшим диаметром частота вращения шпинделя может оказаться больше, чем количество оборотов, которое сможет обеспечить шпиндель, поэтому в этом случае для дальнейших расчетов частоты вращения берется фактическая максимальная частота вращения шпинделя.
— Скорость подачи (S) – это скорость перемещения режущего инструмента, которая вычисляется по следующей формуле: S (мм/мин) = fz * z * n, где fz — подача на зуб фрезы (мм), z — количество зубьев фрезы, n — частота вращения шпинделя (об/мин). Подачу на зуб (fz) при обработке определённых материалов можно взять из справочных таблиц, например из таблицы ниже:
Таблица для расчёта скорости резания и подачи на зуб
| Обрабатываемый материал | Скорость резания (V), м/мин | Подача на один зуб фрезы (fz) по её диаметру (d), мм | ||||
| 0.5мм | 1-2мм | 3-4мм | 5-6мм | 8-10мм | ||
| Пластик | 300-400 | 0.02 | 0.06 | 0.15 | 0.20 | 0.30 |
| Оргстекло | 100-150 | 0.02 | 0.05 | 0.10 | 0.18 | 0.25 |
| Дерево | 200-450 | 0.02 | 0.035 | 0.055 | 0.09 | 0.12 |
| Алюминий, Латунь, Бронза, Медь | 120-250 | 0.01 | 0.02 | 0.03 | 0.04 | 0.07 |
| Алюминий мягкий | 120-500 | 0.01 | 0.03 | 0.04 | 0.05 | 0.08 |
| Магний | 150-300 | 0.01 | 0.02 | 0.035 | 0.04 | 0.075 |
| Сталь | 35-50 | 0.005 | 0.01 | 0.015 | 0.02 | 0.03 |
| Чугун | 40-60 | 0.005 | 0.015 | 0.02 | 0.03 | 0.04 |
| Титан | 20-30 | 0.005 | 0.01 | 0.02 | 0.03 | 0.04 |
После расчёта значения скорости подачи его подкорректировать ориентируясь на жесткость станка. Если станок обладает высокой жесткостью и качеством механики, то скорость подачи подбирается ближе к максимальным расчетным, если же у станка жесткость является довольно низкой, то выбираются меньшие значения скорости подачи. Скорость врезания по оси Z должна находиться в пределах от 1/3 до 1/5 от скорости подачи (S).
— Глубина фрезерования за один проход (по оси Z) – данный параметр напрямую зависит от длины режущей кромки, а также жесткости фрезы и станка. Глубину фрезерования стоит подбирать, постепенно увеличивая данный параметр и наблюдая за результатами работы. Если вы заметите низкое качества реза или посторонние вибрации при работе, то для решения данной проблемы вам понадобится уменьшить глубину за проход и подкорректировать скорость подачи.
На что смотреть при выборе фрезы?
От правильного выбора режущего инструмента будет зависеть его срок службы и качество реза, а также режим работы станка. Фрезы низкого качества могут не обеспечить расчетных значений скорости подачи на практике. При выборе фрезы стоит подумать о том, какую задачу она должна выполнять, и исходя из этого подобрать необходимый инструмент, ориентируясь на подходящие к цели характеристики. Важными характеристиками фрезы являются:
— Диаметр и рабочая длина;
— Геометрия фрезы;
— Угол заточки;
— Количество режущих кромок;
— Материал, из которого изготовлена фреза.
Наилучшим выбором станут режущие инструменты, имеющие максимальный диаметр и минимальную длину для выполнения определённой цели, ведь подобные фрезы обладают высокой жесткостью и в связи с этим создают меньше вибраций во время эксплуатации, что позволит обеспечить качественный съём материала. Подбирая фрезу с большим диаметром, помните о механических характеристиках станка и мощности шпинделя, чтобы выбрать вариант, имеющий максимальную производительность при обработке.
Обрабатываемый материал также имеет большую важность при выборе фрезы. Для мягких материалов лучше подходят фрезы с острым углом заточки режущей кромки, а для твердых – с тупым (70-90 градусов). Мягкие материалы и пластик стоит обрабатывать однозаходными фрезами, древесину и фанеру – двухзаходными, а черные металлы – трёх- или четырёхзаходными.
Режимы резания для определённых материалов
Оптимальные режимы резания стоит подбирать опытным путем, но в качестве примера можно ориентироваться на следующую таблицу:
Таблица для расчёта режимов резания для определённых материалов
| Обрабатываемый материал | Вид работы | Вид режущего инструмента | Частота вращения вала шпинделя (об/мин) | Подача(XY) | Подача(Z) | Примечание |
| Акрил | Раскрой/выборка | Фреза спиральная однозаходная d=3.175 мм | 18000 | 900 | 300-360 | Попутное фрезерование 3-8 мм за проход. Рекомендуется использование охлаждения с помощью СОЖ или воздуха |
| ПВХ до 10 мм | Раскрой/выборка | Фреза спиральная однозаходная d=3.175 мм | 18000-24000 | 2200-3400 | 800-1200 | Встречное фрезерование |
| Композит | Раскрой | Фреза спиральная однозаходная d=3.175 мм | 15000-18000 | 1500-2400 | 500-720 | Встречное фрезерование |
| Древесина/Фанера/ДСП/ЛДСП/МДФ/ДВП | Раскрой/выборка | |||||
| Фреза d=3.175 мм | 18000-24000 | 900-1800 | 300-600 | Фреза двухзаходная. Встречное фрезерование. Глубина за проход не более 2d. Для фрез с длиной режущей кромки>6d — не более 1d за проход | ||
| Фреза d=4 мм | 18000-24000 | 1200-2200 | 400-720 | |||
| Фреза d=6 мм | 15000-22000 | 2000-3000 | 720-900 | |||
| Фреза d=8 мм | 15000-18000 | 3000-3600 | 900-1200 | |||
| 3D обработка | Фреза коническая круглая R=0.5-2 мм | 18000-24000 | 1800-3000 | 500-720 | 20-30 мм за проход. Шаг между проходами не более 10% 2R. Наклонное врезание для первого прохода со скоростью 10-40% от номинальной скорости обработки | |
| Латунь/Бронза | Фрезеровка | Фреза спиральная двухзаходная d=2 мм | 15000 | 500-720 | 60-120 | По 0.5 мм за проход. Рекомендуется использование охлаждения с помощью СОЖ |
| Дюралюминий | Фрезеровка | Фреза спиральная однозаходная d=3.175 мм (по алюминию) | 15000-20000 | 600-1200 | 60-120 | По 0.2-0.5 мм за проход. Рекомендуется использование охлаждения с помощью СОЖ |
Одним из основных факторов технологического процесса металлообработки является режим резания, который устанавливается во время обработки готовых деталей и заготовок. При выборе и назначении режимов резки определяют:
- скорость подачи заготовки;
- глубина резки;
- скорость резки.
Глубина
Данное значение определяется припуском на обработку. Припуск лучше убирать за один этап. Глубина может оказывать сильное влияние на силу резки, по этой причине припуск могут разделять на три прохода: 55-60% слоя – черновой проход, 25-35 – получистовой, 15-20% — чистовой.
Скорость подачи
Она ограничена силами, которые действуют во время резки. Эти силы могут привести к некоторым неисправностям:
- надлом или изменение формы режущего элемента;
- деформации или поломке обрабатываемого материала;
- выход из строя станка.
Лучше всего работать при наибольшем значении подачи. Чаще всего эту величину берут из специальных таблиц, пособий. Они составляются благодаря многочисленным исследованиям и опытам, которые проводятся на машиностроительных заводах. Уже 47 лет лучшее пособие – это книга Ю.В. Барановского «Режимы резания металлов» 1972 г. За годы им пользовались инженеры на заводах, преподаватели, учащиеся в институтах. В пособии учтены результаты экспериментальных исследований механообрабатывающего, металлообрабатывающего производства Волжского автозавода.
При выборе скорости подачи из справочного материала, данное значение изменяют по кинематическим показателям оборудования, на котором производится металлообработка. Т.е. нужно взять ближайшее наименьшее значение подачи. Для чернового прохода берут скорость от 0,4 до 1,5 мм за оборот, для чистового от 0,11 до 0,4 мм за оборот.
Если уменьшать скорость подачи, а увеличивать глубину, то нагрузка на оборудование увеличивается. Если сделать наоборот, то нагрузка уменьшится. Из этого получается, что глубина оказывает наибольшее влияние на оборудование.
Скорость резания
Это скорость движения режущей стороны резца или металла по направлению основного движения резки. Обозначается латинской буквой V, измеряется в м/мин. и определяется следующим образом:
V= π*d*n/1000 (1)
V – это скорость резки,
d – диаметр обрабатываемого материала, измеряется в миллиметрах,
n – число оборотов шпинделя в минуту.
Зная значение V можно получить необходимое число оборотов шпинделя. Получив данную величину, нужное число оборотов шпинделя берется по паспорту станка, которое является ближайшим к величине определенной расчетным методом. Если паспорт отсутствует, то берут теоретическое число, т.е. то, которое получили из вычислений. В данном случае обязательно нужно учесть знаменатель прогрессии, и не менять количество оборотов при несущественном различии в диаметрах.
Скорость резания можно получить по формулам, которые определены для всех видов металлообработки из показателей стойкости резца.
Если необходимо выполнить продольные или поперечные точения, то значение V будет:
V= Cv*Kv/T*t*S (2)
T – период стойкости резца,
t – глубина резки металла,
S – скорость подачи.
Cv в данном случае является коэффициентом, полученным при наблюдении во время опытов. Данное значение необходимо брать из таблицы специального пособия. Выбирается вариант для «стандартных» условий металлообработки. Под словом «стандартные» условия имеется в виду использование давления в 750 МПа использование твердосплавного резца.
В реальных условиях показатели резки и обработки довольно часто не совпадают со «стандартными условиями». По этой причине для получения оптимальной величины вводится поправочный коэффициент – Кv. Он учитывает все отличия.
Рассчитать его можно следующим путем:
Kv=Kмv*Kпv*Kиv (3)
- Кмv – коэффициент учитывает влияние металла заготовки;
- Kпv – значение, которое учитывает состояние поверхности обрабатываемого металла;
- Kиv – коэффициент учитывает влияние материала, из которого изготовлен резец.
Все показатели берутся из справочников.
При резке пазов или фасонном точении берется формула (2) в измененном виде. В ней не учитывается значение t. Т.е. формула примет вид:
V= Cv*Kv/T*S (4)
Скорость, которую высчитали по формулам (2) и (4) является расчетной и полученное значение имеет лишь рекомендательный характер.
Изменение скорости резания
Скорость резки при металлообработке зависит от:
- Материала, формы, свойства режущего инструмента.
- Рода оборудования. Токарные, фрезерные станки т.д.
- Характеристики заготовки. Например, сталь, какое у нее сопротивление к разрыву.
- Глубины резки.
- Вида обработки. Токарные работы, нарезка резьбы.
- Надежности, жесткости крепления заготовки.
- Мощности и свойства оборудования.
- Характера металлообработки.
На скорость резки, которая допускается режущим элементом, влияют различные нюансы: стойкость резца, физические свойства заготовки, количество и качество СОЖ, разрешенный и допустимый износ резца.
Чем выше быстрота перемещения при резке, тем быстрее падает стойкость резцов. Подходящая величина для резцовых инструментов от 25 до 55 м/мин. Если на резцах установлены пластины твердых сплавов, то данный показатель можно увеличить до 75-145 м/мин. В таком случае их стойкость составит от получаса до часа.
Выбор режимов резки
Чтобы подобрать режим резания, необходимо правильно выбрать основные его элементы, то есть, определять и учитывать наиболее выгодные показатели величин этих режимов:
- Получение технологически разрешенной скорости подачи. Это нужно для использования всех мощностей станка.
- Получение экономичной скорости резания. Помогает рационально использовать режущие элементы.
После просчетов необходимо проводить проверки по формулам или таблицам. Они дают понять, насколько выбранные элементы соответствуют мощностям станка, на котором будет выполняться резка металла, а также определяется мощность его привода. В особенности проверки нужны, если необходимо выполнить грубые обтирочные работы.
Из этого материала вы узнаете:
- Суть процесса фрезерования
- Этапы металлообработки при фрезеровании
- Скорость резания при фрезеровании
- Выбор режима глубины резания и подачи при фрезеровании стали и других металлов
- Расчет параметров обработки для фрезерования, сверления и резьбонарезания по формуле
- Как выбрать режим на практике
Расчет режимов и скорости резания при фрезеровании очень важен при обработке разных материалов. И хотя фрезерный станок можно назвать универсальным в металлообработке, для каждой процедуры необходима отдельная настройка. Пренебрежение этими характеристиками может привести к порче заготовки.
Большинство современных фрезерных станков оснащено числовым программным управлением (ЧПУ). Но и здесь необходимо знание режимов и скорости резания. На самом деле уже давно не нужно производить все необходимые расчеты вручную. Для выбора оптимального режима резания при фрезеровании можно воспользоваться таблицами из этого материала.
Суть процесса фрезерования
Фрезеровка – это один из способов механической обработки, осуществляемый на специализированном станке. В процессе выполняется удаление верхнего или глубинного слоя во внутренней части детали. Может использоваться любой материал. Самые востребованные в данном случае – это дерево и металл. На основании этого мы больше внимания уделим металлообработке.
Как выполняется фрезеровка. Закрепите на станине нужную заготовку для обработки. Необходимо выбрать требуемую фрезу или шлифовальный элемент. Это может быть абразивный диск или круг. Технологический элемент будет выполнять кругообразные движения вокруг своей оси. Кроме того, будет перемещаться и по двум поверхностям. Совместно с этим осуществляется продольное движение детали к резцу.
Фрезеровочный станок отличается от токарного тем, что в нем заготовки вращаются, т. е. происходит круговая обработка. Поэтому вы сможете обработать детали разной формы, обточить ровную плоскость, проделать выемки и любые другие фигурные прорези.
Металлообработку делят на черновую и чистовую. Чтобы создать нужное сечение слоя в виде канавок или зубцов, нужно совершить не менее двух или трех проходов.
Работающий механизм двигается прерывисто. Уникальный аспект, который отличает фрезерование от сверления или обточки, – это состояние отдельного зубца при рабочем моменте. Зубцы касаются слоя детали не сразу все, а по отдельности. Таким образом, нагрузка на все плоскости резца увеличивается. Поэтому при фрезеровке уменьшить воздействие сможет лишь совершенствование режимов резки.
Этапы металлообработки при фрезеровании
Металлообработка делится на следующие этапы:
- Обдирный. Это первичная, максимально грубая обработка поверхностного слоя, при которой устраняются видимые изъяны и снимается ржавчина.
- Черновой. Процедура второго приближения, при которой снимается слой и убирается стружка. На данном этапе очень низкий класс точности и шероховатости. Поверхностный слой заготовки при этом оставляют до 7 мм.

- Получистовой. В этот момент начинается зачистка и подготовительный процесс к завершающим стадиям. Отличается этот этап тем, что здесь уже используют инструмент гораздо тоньше, чтобы увеличить класс точности до 4–6 и получить более тонкую стружку.
- Чистовой этап металлообработки. В большинстве случаев он является завершающим. На нем добиваются приемлемой шероховатости, а размеры получаются довольно точными.
- Финишный или тонкий этап – это максимально точная фрезеровка на очень больших скоростях. Происходит снятие сверхтонкой металлической пыли.
- Шлифовка. Используют шлифовальные резцы с напылением.
Выполнить расчет режимов обработки при фрезеровке можно онлайн или при помощи формул и таблиц, основываясь на этапах металлообработки. Следовательно, выбирают и разновидность сверл.
Скорость резания при фрезеровании
Одним из главных критериев фрезеровки является скорость резания. По нему можно понять, сколько времени потребуется для снятия конкретного слоя материала с плоскости. Чаще всего на оборудовании устанавливают постоянный режим скорости.
Чтобы выбрать правильный параметр этого режима, необходимо учитывать, из какого материала используемая деталь:
- Если работать с нержавеющей сталью, то из-за наличия в ее составе разных химических элементов, изменяются некоторые показатели, в том числе и твердость. Поэтому скорость резания при фрезеровании снижается и составляет 45–95 м/мин.
- Бронза – используется при изготовлении множества различных деталей. Ее относят к относительно мягким сплавам, и на основании этого выбирают скоростной режим фрезеровки в районе 90–150 м/мин.
- Большую популярность при изготовлении запорных конструкций или любых клапанов приобретает латунь. При высоком нагревании повышается ее пластичность. Имея более мягкий состав, этот сплав позволяет увеличить скоростной режим фрезерования до 130–320 м/мин.
- В настоящее время при металлообработке распространен и сплав алюминия. Скорость резания его колеблется в диапазоне 200–420 м/мин. Это связано с тем, что бывают различные методы исполнения, при которых характеризуются разные эксплуатационные свойства. Также не стоит забывать, что алюминий при высоком скоростном режиме резания повышает показатели пластичности.

Существует много разных таблиц, которые помогают вычислить базовые режимы работы. Чтобы определить количество оборотов в скоростном режиме фрезерования для любого типа обрабатываемого сырья, нужно воспользоваться формулой: n = 1000 × V/D, где V – это рекомендуемая скорость, а D – диаметр фрезы. Скорость резания при фрезеровке измеряется в метрах за минуту резания.
Важно помнить, что специалисты не советуют эксплуатировать шпиндель по максимуму, так как он быстро изнашивается и может повредить оборудование. Чтобы этого избежать, рекомендуют результат уменьшить на 10–15 %. Учитывая данный параметр, выбирают подходящий инструмент.
Выбор режима глубины резания и подачи при фрезеровании стали и других металлов
Глубина резания при фрезеровке подбирается в соответствии с материалом детали.
Также главным фактором в выборе глубины резания является то, какой этап металлообработки выполняется – чистовой или черновой. Если первый, то из-за меньшей скорости глубина резания будет большой. При выполнении чистового этапа обработки скорость вращения будет выше, соответственно, будет сниматься тонкий слой материала.

Но показатель глубины может ограничиваться, так как режущая часть используемого инструмента может иметь разные размеры.
Производительность металлообрабатывающего станка сильно влияет на параметр данного показателя. Иногда глубина резания подбирается в зависимости от того, какая в итоге должна получиться поверхность.
Тип станка и вид используемой фрезы влияет на то, с какой мощностью проходит резание при фрезеровании. Если требуется снять толстый слой материала, то черновой этап обработки нужно выполнить в несколько проходов.
Важный технологический процесс в металлообработке – это фрезерование пазов. Образуют подобные выемки уже непосредственно после чистового этапа обработки, так как глубина их очень большая. А при фрезеровке Т-образных пазов используют специальный инструмент.
Один из важных параметров режима резания в металлообработке заготовок – это подача. Представляет собой рабочее движение подвижных элементов оборудования. От данного показателя зависит долговечность используемых инструментов. Но есть ряд особенностей, которые влияют на эту характеристику:
- какой слой металла убирается за один проход;
- какой объем работы выполняет станок за определенное количество времени;
- можно ли проводить черновой и чистовой этап металлообработки.
При фрезеровании применяют подачу на зуб. Данный показатель определяется производителями инструментов. Зависит от частоты вращения шпинделя и количества зубьев фрезы.

Вышеперечисленные показатели являются составляющими режимов фрезеровки и взаимосвязаны между собой, например, скорость резания и подача:
- Скоростной режим резания уменьшится, если увеличить величину подачи. Это обусловлено тем, что за один проход усиливается нагрузка оси из-за снятия толстого слоя металла. Если вы установите высокий скоростной режим и подачу, то произойдет быстрый износ или поломка инструмента.
- Если подача снижается, то увеличивается нормальный скоростной режим. Если фреза будет вращаться быстро, то качество обрабатываемой детали улучшится. На чистовом этапе обработки устанавливается наименьшее значение подачи и высокий скоростной режим резания. При использовании специализированного оборудования вы получите почти зеркальную поверхность.
Часто устанавливаемый диапазон подачи – от 0,1 до 0,25. Такой показатель обеспечит достойный результат обработки самых востребованных материалов во многих отраслях промышленности.
Расчет параметров обработки для фрезерования, сверления и резьбонарезания по формуле
На многих производствах технологические карты разрабатывает техническая служба предприятия, в соответствии с ними мастер задает рассчитанные параметры и устанавливает подходящий инструмент. Перед работой специалист должен проверить состояние станочного оборудования, чтобы предельные значения не привели к выходу его из строя.
А если технологическая карта отсутствует, то работник сам устанавливает подходящие режимы фрезеровки:
Частота вращения n (об/мин)
N = 1000 × Vc / π × Dc (об/мин)
Подача стола станка (скорость подачи) Vf (мм/мин)
Vf = Fz × n × Zn (мм/мин)
Подача на зуб fz (мм/зуб)
Fz = Vf / n × Zn (мм/зуб)
Подача на оборот fn (мм/об)
Fn = Vf / n (мм/об)
Время обработки Tc (мин)
Tc = 1000 × Vc / π × Dc (мин)
Объем удаленного материала Q (см3/мин)
Q = Ap × Ab × Vf / 1000 (см3/мин)
Как выбрать режим на практике
Существуют некоторые критерии, которые должны учитываться при расчетах режимов фрезеровки:
- Тип используемого металлообрабатывающего оборудования. Применение более новых, имеющих высокие технологические возможности станков с ЧПУ, на которых есть возможность установить максимальные параметры фрезерования. Старое оборудование, введенное в эксплуатацию более 10 лет назад, позволяет установить только низкие параметры резания. Также важно учитывать и техническое состояние станков, когда рассчитываются необходимые параметры.

- Еще один момент, от которого зависит выбора, это тип инструмента, применяющийся при обработке. Фреза изготавливается из различных материалов, поэтому и параметры будут разными. Если нужно обработать металл с высоким скоростным режимом резания, то берут фрезу из быстрорежущей стали. При фрезеровке твердого сплава с максимальными параметрами подачи фреза должна быть с тугоплавкими напайками. Также важны такие критерии, как угол заточки режущей кромки и диаметр. Если увеличивается диаметр резца, то скоростной режим резания и подача снижаются.
- Самый важный критерий из всех, на основании которых выбирают режимы резания, – это вид используемого материала. Сплавы делятся по твердости и по степени обрабатываемости. Если вы работаете с мягкими цветными сплавами, то выбирают максимальные показатели скоростного режима и подачи. При использовании каленой стали или титана параметры уменьшают. Также важно учитывать подбор фрезы – как в режиме резания, так и при выборе вида материала, из которого будет производиться деталь.
- На основании поставленной цели подбирается режим резания. Например, резание при черновой или чистовой обработке. На черновом этапе – высокая подача и низкий показатель скорости резания, на чистовом – наоборот. Чтобы получить канавки или другие отверстия в заготовке, все показатели необходимо рассчитать индивидуально.
- На практике при черновой металлообработке глубину резания чаще всего делят на несколько проходов. При чистовой будет один проход. Чтобы облегчить поставленную задачу, для разных изделий существует таблица режимов резания. Либо используют специальные калькуляторы, которые автоматически проводят необходимые вычисления нужных показателей по введенным в него данным.
Итак, в настоящее время существует множество технологических карт, которыми можно пользоваться для изготовления нужных заготовок. В расчетах учитывайте вид материала детали, тип инструмента и предложенное оборудование.
Не стоит самому разрабатывать режимы резания при фрезеровании. Это довольно сложно, кроме того, необходимо будет выполнить начальную проверку введенных данных. Иначе инструмент может испортиться, а оборудование выйти из строя.
В зависимости от
точности (квалитета) заготовки и детали
определяют число стадий обработки
(число проходов) (см. приложение 2).
В зависимости от
решаемых технологических задач выбирают
вид резца, форму пластины, геометрические
элементы резца по справочникам 4,
5, 8
. Если целесообразно использование
одного и того же инструмента на нескольких
переходах, то его выбирают по наиболее
трудоемкому переходу, но следят, чтобы
он был допустимым по остальным переходам.
Выбор инструмента
и режимов резания выполняется в
соответствии с основным параметром
станка – наибольшим диаметром
обрабатываемой заготовки, который
является усредненным показателем
жесткости и виброустойчивости
технологической системы.
Размеры державки
резца выбирают максимально допустимыми
согласно паспорту станка.
Резцы с механическим
креплением пластин имеют большую (в
среднем на 15%) производительность, чем
напаянные резцы. Такие резцы могут быть
применены при меньшей подаче, но при
большей скорости резания, что обеспечивает
рост производительности.
Выбор материала
инструмента осуществляют с учетом
обрабатываемого материала, характера
припуска и поверхности заготовки,
глубины резания (см. приложение 1).
2.1. Глубина резания
t,
мм. При
черновом точении и отсутствии ограничений
по мощности оборудования и жесткости
системы СПИД принимается равной припуску
на обработку; при чистовом точении
припуск срезается за два прохода и
более. На каждом последующем проходе
следует назначить меньшую глубину
резания, чем на предшествующем. При
параметре шероховатости обработанной
поверхности Ra≤3,2
мкм включительно t=0,5
÷ 2,0 мм; Rа
≥ 0,8 мкм, t=0,1
÷ 0,4мм.
Глубина резания
равна
![]()
,
где D
– начальный диаметр обработки, d
– получаемый размер.
2.2. Подача s,
мм/об. При
черновом точении принимается максимально
допустимой по мощности оборудования,
жесткости системы СПИД, прочности
режущей пластины и прочности державки.
Рекомендуемые подачи при черновом
наружном точении приведены в табл. 17, а
при черновом растачивании в табл. 18.
Максимальные
величины подач при точении стали 45,
допустимые прочностью пластины из
твердого сплава, приведены в табл. 13.
Подачи при чистовом
точении выбирают в зависимости от
требуемых параметров шероховатости
обработанной поверхности и радиуса при
вершине резца из табл. 12.
При прорезании
пазов и отрезании величина поперечной
подачи зависит от свойств обрабатываемого
материала, размеров паза и диаметра
обработки (табл. 14).
Рекомендуемые
подачи при фасонном точении приведены
в табл. 16.
Выбранные значения
подачи корректируют по паспорту станка.
Паспортные данные некоторых станков
приведены в приложении 3.
2.3. Скорость
резания vр,
м/мин.
При наружном продольном и поперечном
точении и растачивании рассчитывают
по эмпирической формуле
![]()
,
а при отрезании,
прорезании и фасонном точении – по
формуле
![]()
.
Среднее значение
стойкости Т
при одноинструментной обработке – 60
мин, при точении резцами с дополнительным
лезвием — 3045
мин. Значения коэффициента Сv
, показателей степени х,
у, и m
приведены в табл. 19.
Коэффициент Кv
является произведением коэффициентов,
учитывающих влияние материала заготовки
Кмv
(см. табл. 1, 3, 7, 8), состояния поверхности
Кпv
(табл. 2), материала инструмента Киv
(см. табл. 4), вида обработки Коv
( см. табл.
9), углов в плане резцов Кv
и радиуса при вершине резца Кr
(табл. 20). При многоинструментной обработке
и многостаночном обслуживании период
стойкости увеличивают, вводя соответственно
коэффициенты КТи
(см. табл. 5) и КТс
(см. табл. 6).
![]()
Отделочная токарная
обработка имеет ряд особенностей,
отличающих ее от чернового и межоперационного
точения. Поэтому рекомендуемые режимы
резания при тонком (алмазном) точении
на быстроходных токарных станках
повышенной точности и расточных станках
приведены отдельно в табл. 15.
Режимы резания
при точении закаленной стали резцами
из твердого сплава приведены в табл.
21.
2.4. Частоту
вращения n,
об/мин, рассчитывают
по формуле
![]()
где vp
– скорость резания, м/мин;
D
– диаметр детали, мм.
После расчета
частоты вращения принимают ее ближайшее
меньшее значение по паспорту станка
(приложение 3). Затем уточняют скорость
резания по принятому значению nпр.
![]()
м/мин
2.5. Сила резания
Р,
Н. Силу
резания Р
принято раскладывать на составляющие
силы, направленные по осям координат
станка (тангенциальную Рz
, радиальную
Ру
и осевую Рх).
При наружном продольном и поперечном
точении, растачивании, отрезании,
прорезании пазов и фасонном точении
эти составляющие рассчитывают по формуле
![]()
При отрезании,
прорезании и фасонном точении t
– длина
лезвия резца.
Постоянная Ср
и показатели степени х,
у, n для
конкретных (расчетных) условий обработки
для каждой из составляющих силы резания
приведены в табл. 22.
Поправочный
коэффициент Кр
представляет собой произведение ряда
коэффициентов (Кр
= Кмр
Кφр
Кγр
Кλр
Кrр),
учитывающих фактические условия резания.
Численные значения этих коэффициентов
приведены в табл. 10, 11 и 23.
2.6. Мощность
резания Ne,
кВт,
рассчитывают по формуле
![]()
.
При одновременной
работе нескольких инструментов
эффективную мощность определяют как
суммарную мощность отдельных инструментов.
Мощность резания
не должна превышать эффективную мощность
главного привода станка Nе<Nэ.
(![]()
,
где Nдв—
мощность двигателя,
— КПД станка).
Если условие не выполняется и NNэ,
уменьшают скорость резания. Определяют
коэффициент перегрузки
![]()
Исходя из того, что мощность прямо
пропорциональна скорости резания v
и частоте вращения n,
рассчитывают новое меньшее значение
скорости резания
![]()
.
2.7. Основное время
То,
мин, рассчитывают
по формуле
![]()
,
где L
– длина
рабочего хода инструмента, мм;
i
– число проходов инструмента.
Длина рабочего
хода, мм, равна L=l+l1+l2,
где l
– длина обрабатываемой поверхности,
мм;
l1
и l2
– величины врезания и перебега
инструмента, мм (см. приложение 4).
Таблица 12
Подачи, мм/об, при чистовом точении
|
Параметр шероховатости поверхностити, |
Радиус при вершине резца r, |
||||||
|
0,4 |
0,8 |
1,2 |
1,6 |
2,0 |
2,4 |
||
|
Ra |
Rz |
||||||
|
0,63 1,25 2,50 |
— |
0,07 0,10 0,144 0,25 0,35 0,47 |
0,10 0,13 0,20 0,33 0,51 0,66 |
0,12 0,165 0,246 0,42 0,63 0,81 |
0,14 0,19 0,29 0,49 0,72 0,94 |
0,15 0,21 0,32 0,55 0,80 1,04 |
0,17 0,23 0,35 0,60 0,87 1,14 |
|
— |
20 40 80 |
||||||
|
Примечание. Подачи даны для обработки |
Таблица 13
Подачи,
мм/об, допустимые прочностью пластины
из твердого сплава, при точении
конструкционной стали резцами с главным
углом в плане
= 45
|
Толщина пластины, мм |
Глубина резания t, |
|||
|
4 |
7 |
13 |
22 |
|
|
4 6 8 10 |
1,3 2,6 4,2 6,1 |
1,1 2,2 3,6 5,1 |
0,9 1,8 3,6 4,2 |
0,8 1,5 2,5 3,6 |
|
Примечания: 1. В зависимости от
2. При обработке чугуна табличное
3. Табличное значение подачи умножать
4. При обработке с ударами подачу |
Таблица 14
Подачи,
мм/об, при прорезании пазов и отрезании
|
Диаметр обработки, мм |
Ширина резца, мм |
Обрабатываемый материал |
|
|
Сталь конструкционная углеродистая ванная, |
Чугун, медные и алюминивые сплавы |
||
|
Токарно-револьверные станки |
|||
|
До 20 Св. 20 до 40 » 40 » 60 » 60 » 100 » 100 » 150 » 150 |
3 3 – 4 4 – 5 5 – 8 6 – 10 10 – 15 |
0,06 – 0,08 0,1 – 0,12 0,13 – 0,16 0,16 – 0,23 0,18 — 0,26 0,28 – 0,36 |
0,11 – 0,14 0,16 – 0,19 0,20 – 0,24 0,24 – 0,32 0,3 – 0,4 0,4 – 0,55 |
|
Карусельные станки |
|||
|
До 2500 Св. 2500 |
10 – 15 16 – 20 |
0,35 – 0,45 0,45 – 0,60 |
0,55 – 0,60 0,60 – 0,70 |
|
Примечания: 1. При отрезании сплошного
2. Для закаленной конструкционной
3. При работе резцами, установленными |
Таблица
15
Режимы резания
при тонком точении и растачивании
|
Обрабатываемый материал |
Материал рабочей части режущего |
Параметр шероховатости поверхности |
Подача, мм/об |
Скорость резания, мм/мин |
|
Сталь: в в = в |
Т30К4 |
1,25 – 0,63 |
0,06 — 0,12 |
250 – 300 150 – 200 120 – 170 |
|
Чугун: НВ 149 – 163 НВ 156 – НВ 170 – |
ВК3 |
2,5 – 1,25 |
150 – 200 120 – 150 100 – 120 |
|
|
Алюминиевые сплавы и баббит |
1,25 – 0,32 |
0,04 – 0,1 |
300 – 600 |
|
|
Бронза и латунь |
0,04 – 0,08 |
180 – 500 |
||
|
Примечания: 1. Глубина резания 0,1 –
2. Предварительный проход с глубиной
3. Меньшие значения параметра |
Таблица 16
Подачи, мм/об, при фасонном точении
|
Ширина резца |
Диаметр обработки, мм |
|||
|
20 |
25 |
40 |
60 и более |
|
|
8 10 15 20 30 40 50 и более |
0,03 — 0,09 0,03 — 0,07 0,02 — 0,05 — — — — |
0,04 — 0,09 0,04 — 0,085 0,035 — 0,075 0,03 — 0,06 — — — |
0,04 — 0,09 0,04 — 0,085 0,04 — 0,08 0,04 — 0,08 0,035 — 0,07 0,03 — 0,06 — |
0,04 — 0,09 0,04 — 0,085 0,04 — 0,08 0,04 — 0,08 0,035 — 0,07 0,03 — 0,06 0,025 — 0,055 |
|
Примечание: Меньшие подачи брать для |
Таблица 17
Подачи при черновом наружном точении
резцами с пластинами из твердого сплава
и быстрорежущей стали
|
Диаметр детали, мм |
Размер державки резца, мм |
Обрабатываемый материал |
|||||||||
|
Сталь конструкционная углеродистая, |
Чугун и медные сплавы |
||||||||||
|
Подача s, мм/об, при |
|||||||||||
|
До 3 |
Св. 3 до 5 |
Св. 5 до 8 |
Св. 8 до 12 |
Св. 12 |
До 3 |
Св. 3 до 5 |
Св.5 до 8 |
Св.8 до 12 |
Св. 12 |
||
|
До 20 Св. 20 до 40 Св. 40 до Св. 60 до 100 Св. 100 до 400 Св. 400 до 500 Св. 500 до 600 Св. 600 до 1000 Св. 1000 до 2500 |
От 16 × 25 до 25 × 25 От 16 × 25 до 25 × 25 От 16 × 25 до 25 × 40 От 16 × 25 до 25 × 40 От 16 × 25 до 25 × 40 От 20 × 30 до 40 × 60 От 20 × 30 до 40 × 60 От 25 × 40 до 40 × 60 От 30 × 45 до 40 × 60 |
0,3–0,4 0,4–0,5 0,5-0,9 0,6-1,2 0,8-1,3 1,1-1,4 1,2-1,5 1,2-1,8 1,3-2,0 |
— 0,3-0,4 0,4-0,8 0,5-1,1 0,7-1,2 1,0-1,3 1,0-1,4 1,1-1,5 1,3-1,8 |
— — 0,3-0,7 0,5-0,9 0,6-1,0 0,7-1,2 0,8-1,3 0,9-1,4 1,2-1,6 |
— — — 0,4-0,8 0,5-0,9 0,6-1,2 0,6-1,3 0,8-1,4 1,1-1,5 |
— — — — — 0,4-1,1 0,1-1,2 0,7-1,3 1,0-1,5 |
— 0,4-0,5 0,6-0,9 0,8-1,4 1,0-1,5 1,3-1,6 1,5-1,8 1,5-2,0 1,6-2,4 |
— — 0,5-0,8 0,7-1,2 0,8-1,9 1,2-1,5 1,2-1,6 1,3-1,8 1,6-2,0 |
— — 0,4-0,7 0,6-1,0 0,8-1,1 1,0-1,2 1,0-1,4 1,0-1,4 1,4-1,8 |
— — — 0,5-0,9 0,6-0,9 0,7-0,9 0,9-1,2 1,0-1,3 1,3-1,7 |
— — — — — — 0,8-1,0 0,9-1,2 1,2-1,7 |
|
Примечания: 1. При обработке жаропрочных 2.
3. При обработке закаленных сталей |
Таблица 18
Подачи
при черновом растачивании на токарных
и токарно-револьверных станках резцами
с пластинами из твердого сплава и
быстрорежущей стали
|
Резец или оправка |
Обрабатываемый материал |
||||||||
|
Диаметр круглого сечения резца или |
Вылет резца или оправки, мм |
Сталь конструкционная углеродистая, |
Чугун и медные сплавы |
||||||
|
Подача s, мм/об, при |
|||||||||
|
2 |
3 |
5 |
8 |
2 |
3 |
5 |
8 |
||
|
10 12 16 20 25 30 40 |
50 60 80 100 125 150 200 150 300 150 300 300 500 800 |
0,08 0,10 0,1-0,2 0,5-0,3 0,25-0,5 0,4 — — — — — — — — |
— 0,08 0,15 0,15-0,25 0,15-0,4 0,2-0,5 0,25-0,6 0,6-1,0 0,4-0,7 0,9-1,2 0,7-1,0 0,9-1,3 0,7-1,0 — |
— — 0,1 0,12 0,12-0,2 0,12-0,3 0,15-0,4 0,5-0,7 0,3-0,6 0,8-1,0 0,5-0,8 0,8-1,1 0,6-0,9 0,4-0,7 |
— — — — — — — — — 0,6-0,8 0,4-0,7 0,7-0,9 0,5-0,7 — |
0,12-0,16 0,12-0,20 0,20-0,30 0,3-0,4 0,4-0,6 0,5-0,8 — — — — — — — — |
— 0,12-0,18 0,15-0,25 0,25-0,35 0,3-0,5 0,4-0,6 0,6-0,8 0,7-1,2 0,6-0,9 1,0-1,5 0,9-1,2 1,1-1,6 — — |
— — 0,1-0,18 0,12-0,25 0,25-0,35 0,25-0,45 0,3-0,8 0,5-0,9 0,4-0,7 0,8-1,2 0,7-0,9 0,9-1,3 0,7-1,1 0,6-0,8 |
— — — — — — — 0,4-0,5 0,3-0,4 0,6-0,9 0,5-0,7 0,7-1,0 0,6-0,8 — |
|
40 40 |
|||||||||
|
60 60 |
|||||||||
|
75 75 |
|||||||||
|
Примечания: Верхние пределы подач |
Таблица 19
Значения
коэффициента Сv
и показателей степени в формулах скорости
резания при обработке резцами
|
Вид обработки |
Материал режущей части резца |
Характеристика подачи |
Коэффициент и показатели степени |
|||
|
Сv |
x |
y |
m |
|||
|
Обработка конструкционной углеродистой |
||||||
|
Наружное продольное точение проходными |
Т15К6* |
s до 0,3 s до 0,7 s |
420 350 340 |
0,15 |
0,20 0,35 0,45 |
0,20 |
|
То же, резцами с дополнительным лезвием |
Т15К6* |
s s |
292 |
0,30 0,15 |
0,15 0,30 |
0,18 |
|
Отрезание |
Т5К10* Р18** |
— — |
47 23,7 |
— — |
0,80 0,66 |
0,20 0,25 |
|
Фасонное точение |
Р18** |
— |
22,7 |
— |
0,50 |
0,30 |
|
Нарезание крепежной резьбы |
Т15К6* |
— |
244 |
0,23 |
0,30 |
0,20 |
|
Р6М5 |
Черновые ходы: Р Р |
14,8 30 |
0,70 0,60 |
0,30 0,25 |
0,11 0,08 |
|
|
Чистовые ходы |
41,8 |
0,45 |
0,30 |
0,13 |
||
|
Вихревое нарезание резьбы |
Т15К6* |
— |
2330 |
0,50 |
0,50 |
0,50 |
|
Обработка серого чугуна, НВ 190 |
||||||
|
Наружное продольное точение проходными |
ВК6* |
s s |
292 243 |
0,15 |
0,20 0,40 |
0,20 |
|
Наружное продольное точение резцами |
ВК6** |
s s |
324 324 |
0,40 0,20 |
0,20 0,40 |
0,28 0,28 |
|
Отрезание |
ВК6* |
— |
68,5 |
— |
0,40 |
0,20 |
|
Нарезание крепежной резьбы |
— |
83 |
0,45 |
— |
0,33 |
|
|
Обработка ковкого чугуна, НВ 150 |
||||||
|
Наружное продольное точение проходными |
ВК8* |
s s |
317 215 |
0,15 0,15 |
0,20 0,45 |
0,20 0,20 |
|
Отрезание |
ВК6* |
— |
86 |
— |
0,4 |
0,20 |
|
Обработка медных гетерогенных сплавов |
||||||
|
Наружное продольное точение проходными |
Р18* |
s s |
270 182 |
0,12 |
0,25 0,30 |
0,23 |
|
Обработка силумина и литейных Дюралюминия, |
||||||
|
Наружное продольное точение проходными |
Р18* |
s s |
485 328 |
0,12 |
0,25 0,50 |
0,28 |
|
* Без охлаждения ** С охлаждением Примечания: 2.
3. При отрезании и прорезании с
4. При фасонном точении глубокого и
5. При обработке резцами из быстрорежущей 6. Подача s в мм/об. |
Таблица
20
Поправочные
коэффициенты, учитывающие влияние
параметров резца на
скорость
резания
|
Главный угол в плане |
Коэффициент Кv |
Вспомогательный угол в плане 1 |
Коэффициент К1v |
Радиус при вершине резца r*, |
Коэффициент Кrv |
|
20 30 45 60 75 90 |
1,4 1,2 1,0 0,9 0,8 0,7 |
10 15 20 30 45 — |
1,0 0,97 0,94 0,91 0,87 — |
1 2 3 — 5 — |
0,94 1,0 1,03 — 1,13 — |
* Учитывают только для
резцов из быстрорежущей стали.
Таблица 21
Режимы
резания при точении закаленной стали
резцами с
пластинами
из твердого сплава
|
Подача s, мм/об |
Ширина прорезания, мм |
Твердость обрабатываемого материала |
|||||||||
|
35 |
39 |
43 |
46 |
49 |
51 |
53 |
56 |
59 |
62 |
||
|
Скорость резания v, |
|||||||||||
|
Наружное продольное точение |
|||||||||||
|
0,2 0,3 0,4 0,5 0,6 |
— — — — — |
157 140 125 116 108 |
135 118 104 95 88 |
116 100 88 79 73 |
107 92 78 71 64 |
83 70 60 53 48 |
76 66 66 — — |
66 54 45 — — |
48 39 33 — — |
32 25 — — — |
26 20 — — — |
|
Прорезание паза |
|||||||||||
|
0,05 0,08 0,12 0,16 0,20 |
3 4 6 8 12 |
131 89 65 51 43 |
110 75 55 43 36 |
95 65 47 37 31 |
83 56 41 32 27 |
70 47 35 27 23 |
61 41 30 23 20 |
54 37 27 — — |
46 31 23 — — |
38 25 18 — — |
29 19 14 — — |
Примечания: 1. В зависимости от глубины
резания на табличное значение скорости
резания вводить поправочный коэффициент:
1,15 при t = 0,4
0,9 мм; 1,0 при t = 1
2 мм и 0,91 при t = 2
3 мм.
2. В зависимости от параметра шероховатости
на табличное значение скорости резания
вводить поправочный коэффициент: 1,0 Rz
= 10 мкм; 0,9 для Rа = 2,5 мкм и
0,7 для Rа = 1,25 мкм.
3. В зависимости от марки твердого сплава
на скорость резания вводить поправочный
коэффициент Киv:
|
Твердость обрабатываемого материала |
НRСэ |
НRСэ |
|||||
|
Марка твердого сплава коэффициент |
Т30К4 1,25 |
Т15К6 1,0 |
ВК6 0,85 |
ВК8 0,83 |
ВК4 1,0 |
ВК6 0,92 |
ВК8 0,74 |
4. В зависимости от главного угла в плане
вводить поправочные коэффициенты: 1,2
при = 30о ;
1,0 при
= 45о;
0,9 при = 60о
; 0,8 при = 75о
; 0,7 при = 90о.
5. При работе
без охлаждения вводить на скорость
резания поправочный коэффициент 0,9.

Таблица 22
Значения
коэффициента Ср
и показателей степени в формулах силы
резания
при
точении
|
Обрабатываемый материал |
Материал рабочей части резца |
Вид обработки |
Коэффициент и показатели степени в |
|||||||||||
|
тангенциальной Рz |
радиальной Ру |
осевой Рх |
||||||||||||
|
Ср |
x |
y |
n |
Ср |
x |
y |
n |
Ср |
x |
y |
n |
|||
|
Конструкционная |
Твердый |
Наружное продольное и поперечное |
300 |
1,0 |
0,75 |
-0,15 |
243 |
0,9 |
0,6 |
-0,3 |
339 |
1,0 |
0,5 |
-0,4 |
|
Наружное продольное точение резцами |
384 |
0,90 |
0,90 |
355 |
0,6 |
0,8 |
241 |
1,05 |
0,2 |
|||||
|
Отрезание и прорезание |
408 |
0,72 |
0,8 |
0 |
173 |
0,73 |
0,67 |
0 |
— |
— |
— |
— |
||
|
Нарезание резьбы |
148 |
— |
1,7 |
0,71 |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
Быстрорежущая |
Наружное продольное точение, подрезание |
200 |
1,0 |
0,75 |
0 |
125 |
0,9 |
0,75 |
0 |
67 |
1,2 |
0,65 |
0 |
|
|
Отрезание и прорезание |
247 |
1,0 |
— |
— |
— |
— |
— |
— |
— |
— |
||||
|
Фасонное точение |
212 |
0,75 |
||||||||||||
|
Сталь |
Твердый |
Наружное продольное и поперечное |
204 |
|||||||||||
|
Серый чугун, НВ |
Твердый |
Наружное продольное и поперечное |
92 |
1,0 |
0,75 |
0 |
54 |
0,9 |
0,75 |
0 |
46 |
1,0 |
0,4 |
0 |
|
Серый чугун, НВ 190 |
Твердый |
Наружное продольное точение резцами |
123 |
1,0 |
0,85 |
0 |
61 |
0,6 |
0,5 |
0 |
24 |
1,05 |
0,2 |
0 |
|
Нарезание резьбы |
103 |
— |
1,8 |
0,82 |
— |
— |
— |
— |
— |
— |
— |
— |
||
|
Продолжение |
||||||||||||||
|
Обрабатываемый материал |
Материал |
Вид обработки |
Коэффициент и показатели степени в |
|||||||||||
|
тангенциальной Рz |
радиальной Ру |
осевой Рх |
||||||||||||
|
Ср |
x |
y |
n |
Ср |
x |
y |
n |
Ср |
x |
y |
n |
|||
|
Серый чугун, НВ 190 |
Быстрорежущая сталь |
Отрезание |
158 |
1,0 |
1,0 |
0 |
— |
— |
— |
— |
— |
— |
— |
— |
|
Ковкий чугун, НВ 150 |
Твердый |
Наружное продольное и поперечное |
81 |
0,75 |
43 |
0,9 |
0,75 |
0 |
38 |
1,0 |
0,4 |
0 |
||
|
100 |
88 |
40 |
1,2 |
0,65 |
||||||||||
|
Отрезание и прорезание |
139 |
1,0 |
— |
— |
— |
— |
— |
— |
— |
— |
||||
|
Медные НВ 120 |
Быстрорежущая |
Наружное продольное и поперечное |
55 |
1,0 |
0,66 |
|||||||||
|
Отрезание и прорезание |
75 |
1,0 |
||||||||||||
|
Алюминий и |
Наружное продольное и поперечное |
40 |
1,0 |
0,75 |
0 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
Отрезание и прорезание |
50 |
1,0 |
Таблица 23
Поправочные
коэффициенты, учитывающие влияние
геометрических параметров режущей
части инструмента на составляющие силы
резания при
обработке
стали и чугуна
|
Параметры |
Материал режущей части инструмента |
Поправочные коэффициенты |
||||
|
Наименование |
Величина |
Обозначение |
Величина коэффициента для составляющих |
|||
|
тангенциальной Рz |
радиальной Рy |
осевой Рx |
||||
|
Главный угол |
30 45 60 90 |
Твердый |
К |
1,08 1,0 0,94 0,89 |
1,30 1,0 0,77 0,50 |
0,78 1,0 1,11 1,17 |
|
30 45 60 90 |
Быстрорежущая |
1,08 1,0 0,98 1,08 |
1,63 1,0 0,71 0,44 |
0,70 1,00 1,27 1,82 |
||
|
Передний Угол γº |
-15 0 10 |
Твердый |
Кγρ |
1,25 1,1 1,0 |
2,0 1,4 1,0 |
2,0 1,4 1,0 |
|
12 – 15 20 — 25 |
Быстрорежущая сталь |
1,15 1,0 |
1,6 1,0 |
1,7 1,0 |
||
|
Продолжение |
||||||
|
Параметры |
Материал режущей части инструмента |
Поправочные коэффициенты |
||||
|
Наименование |
Величина |
Обозначение |
Величина коэффициента для составляющих |
|||
|
тангенциальной Рz |
радиальной Рy |
осевой Рx |
||||
|
Угол наклона главного лезвия λº |
-5 0 5 15 |
Твердый |
Кλρ |
1,0 |
0,75 1,0 1,25 1,7 |
1,07 1,0 0,85 0,65 |
|
Радиус при |
0,5 1,0 2,0 3,0 4,0 |
Быстрорежущая |
Кrρ |
0,87 0,93 1,0 1,04 1,10 |
0,66 0,82 1,0 1,14 1,33 |
1,0 |