Массу
наплавленного металла определяют по
эскизу сварного соединения, который
выполняется в соответствии с индивидуальным
заданием и справочной таблицей 3. При
выполнении эскизов следует учесть, что
величина «n»
в угловом соединении У4 составляет от
S/2
до S.
Минимальные значения катетов k
швов типа У4, Н2, ТЗ выбираются из табл.4.
По
эскизу сварного соединения рассчитывают
площадь поперечного сечения наплавленного
металла шва Fн
как сумму площадей элементарных
геометрических фигур, составляющих
сечение шва. Например, для сварного
соединения, приведенного на рис.2.,
величина Fн
будет представлять сумму площадей
валика 1, прямоугольника 2 и двух
треугольников 3.
Fвал
= 0,67 •
b
• с,
Fпрям
=
a • S
F∆
=
1/2
(S-1.5)2
•
tg27º
где
b
— ширина валика шва, мм
с
— усиление валика шва,
мм
То
есть
Fн=0,67•b•c+a•S+2•l/2(S-1.5)2•tg27°
При
определении площади поперечного сечения
наплавленного металла соединений У4,
Т3, и Н2 допускается не учитывать выпуклость
шва, т.е. принять в сечении треугольник
(F∆=k2/2).
Таблица 3
Конструктивные
элементы швов сварных соединений по
ГОСТ 5264-80
|
Усл. |
Конструктивные |
Толщина |
Зазор |
Ширина |
Усиление |
|
Подготовлен. |
сварного |
||||
|
|
1,0…1,5 св. св. |
0…0,5 0…2,0 1,5…3,0 |
6 7 8 |
0,5…1,5 0,5…2,5 1,0…3,0 |
|
|
|
3…5 св. св. св. |
0…3.0 |
6…10 10…14 17…21 14…18 |
0…2,0 |
|
|
св. св. св. св. св.28…32 св. св. |
0…3.0 |
19…25 23…29 27…33 31…37 35…41 39…45 44…50 |
0…2,5 |
||
|
св.40…44 св.44…48 св.48…52 св. |
0…3,0 |
48…56 50…58 52…60 56…64 61…69 |
0…2,5 |
||
|
|
1,0…1,5 св. св. |
0…0,5 0… 0…2,0 |
|||
|
|
2…3 св.3…15 св. |
0…1,0 0…2.0 0…3,0 |
|||
|
|
2…5 св. св. св. |
0… 0… 0…2,0 0… |
3…20 8…40 12…100 30…240 (величина |


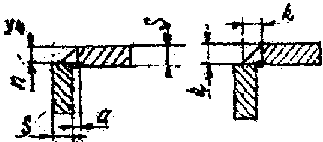
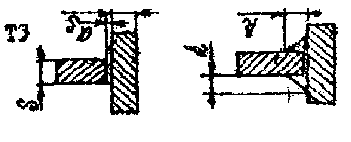
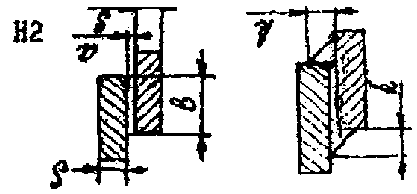
Таблица 4
Минимальный
катет углового шва k
|
Предел |
Минимальный |
|||||||
|
3..4 |
Св до |
Св до |
Св |
Св |
Св |
Св |
Св |
|
|
До Св |
3 4 |
4 5 |
5 6 |
6 7 |
7 8 |
8 9 |
9 10 |
10 12 |
Примечания:
1. Минимальное значение катета не должно
превышать 1,2·S.
2.
Предел текучести металла смотрите в
табл.5.
С17
Рис.2.
Эскиз стыкового сварного соединения
С17
Затем
определяют объем наплавленного металла
Vн
по формуле Vн=Fн·L,
где L
— длина сварного шва, м.
И лишь после этого
рассчитывают массу наплавленного
металла, учитывая размерность величин,
Mн
=
Vн
·
ρ
где
ρ — плотность наплавленного металла,
г/см3 (для стали можно принять ρ=7,8 г/см3).
4.Расход
электродов Q,
приближенно можно подсчитать по формуле:
Q=αp·Мн
где
αр
— коэффициент потерь металла на угар,
разбрызгивание, огарки и т.д.; его
принимают равным 1,6…1,8.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
При ручной дуговой сварке (наплавке) к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве.
При выборе диаметра электрода для сварки можно использовать следующие ориентировочные данные:

В многослойных стыковых швах первый слой выполняют электродом 3–4 мм, последующие слои выполняют электродами большего диаметра.
Сварку в вертикальном положении проводят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром до 4 мм.
При наплавке изношенной поверхности должна быть компенсирована толщина изношенного слоя плюс 1–1,5 мм на обработку поверхности после наплавки.
Сила сварочного тока, А, рассчитывается по формуле:

где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм.
Коэффициент К в зависимости от диаметра электрода dЭ принимается равным по следующей таблице:

Силу сварочного тока, рассчитанную по этой формуле, следует откорректировать с учетом толщины свариваемых элементов, типа соединения и положения шва в пространстве.
Если толщина металла S ≥ 3dЭ, то значениеIСВ следует увеличить на 10–15%. Если же S ≤ 1,5dЭ, то сварочный ток уменьшают на 10–15%. При сварке угловых швов и наплавке, значение тока должно быть повышено на 10–15%. При сварке в вертикальном или потолочном положении значение сварочного тока должно быть уменьшено на 10–15%.
Для большинства марок электродов, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги UД= 22 ÷ 28 В.
Расчет скорости сварки, м/ч, производится по формуле:

где αН – коэффициент наплавки, г/А ч (принимают из характеристики выбранного электрода по табл. 9 приложения); FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2; ρ – плотность металла электрода, г/см3 (для стали ρ =7,8 г/см3).
Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле:

где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3).
Расчет массы наплавленного металла, г, при ручной дуговой наплавке производится по формуле:

где FНП – площадь наплавляемой поверхности, см2; hН – требуемая высота наплавляемого слоя, см.
Время горения дуги, ч, (основное время) определяется по формуле:

Полное время сварки (наплавки), ч, приближенно определяется по формуле:

где tO – время горения дуги (основное время),ч; kП – коэффициент использования сварочного поста, который принимается для ручной сварки 0,5 ÷ 0,55.
Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле:

где kЭ – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла (табл. 9 приложения).
Расход электроэнергии, кВт ч, определяется по формуле:

где UД– напряжение дуги, В; η– КПД источника питания сварочной дуги; WO–мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт; Т– полное время сварки или наплавки, ч.
Значения η источника питания сварочной дуги и WO можно принять по таблице:

Выбор и обоснование источника питания сварочной дуги может быть осуществлен по табл. 1–5 приложения.
На чтение 4 мин Просмотров 4.8к. Опубликовано 01.07.2021
На промышленных предприятиях при нормировании рабочего времени, расчетах оптимальных объемов запасов расходных материалов, себестоимости работ вычисляется количество наплавленного в процессе сварочных работ материала. Величина этого показателя зависит от класса сварки, вида материала, его толщины, вида и толщины проволоки (электрода), требований к параметрам сварного соединения. Масса наплавленного металла при сварке находится в тесной связи с нормами расхода электродов и проволоки.

Содержание
- Расчет наплавленного металла при сварке
- Формула для вычисления веса расплавленной присадки
- Расчет веса наплавленной присадки при длине шва 1м
Наплавленным металлом называется присадочный материал, который наплавляется на основной материал или вводится в ванну. Этот термин применяется при использовании термических видов сварочного оборудования в промышленности. Для автоматических и полуавтоматических аппаратов приобретается проволока различных видов, различающаяся по конструкции стержня и составу, наличию/отсутствию легирующих компонентов.
Существует 3 группы стальной проволоки:
- с большим объемом легирующих составляющих;
- с минимальным объемом легирующих составляющих;
- с углеродом, титаном, хромом, никелем, кремнием, марганцем.
Каждая группа, исходя из состава, делится на множество подгрупп.
По конструкции стальная проволока может быть:
- сплошная;
- порошковая (в виде трубки);
- активированная (5-7% порошка в виде фитилей в сплошной конструкции).
Доступны алюминиевые и медные проволоки, порошковые присадки. Для каждого метода сварки предусмотрен свой вид присадки и нормы ее расхода, которые разработаны, базируясь на многолетний опыт.
Расчет массы наплавленного металла чаще всего применяется при определении времени, необходимого для осуществления какого-то объема работы: изготовления изделия, создания метра сварного соединения. Хотя удобнее всего выражать время в минутах, необходимых для создания метра шва, иногда используются минуты для наплавления килограмма присадки.
Количество наваренного на поверхность или введенного в ванну присадочного материала тесно связано с нормативами, разработанными для расхода проволоки. Если знать, сколько присадки нужно, чтобы создать метр сварного соединения, и сколько таких соединений запланировано создать за определенный период времени, то легко определить вес запасов проволоки. При вычислениях необходимо учесть характеристики присадки и объем отходов.
Формула для вычисления веса расплавленной присадки
Формула для расчета веса наплавленного металла на метр сварного соединения:
M=L*q*T, где
L(м2) – площадь поперечного сечения;
q(г/м3) – удельный вес присадки (7700-7900 – сталь, 2640-2700 – алюминий, 8200-9100 медь и сплавы);
T=1, если рассчитывает расход на метр.
Эта формула верна, если сварка производится при расположении основного материала в горизонтальном положении. В других положениях формула дополняется коэффициентом:
- 1,05 – соединение расположено под наклоном, формула:
M=L*q*T*1,05;
- 1,1 – соединение расположено вертикально, формула:
M=L*q*T*1,1;
- 1,2 – соединение на потолке, формула:
M=L*q*T*1,2.
Швы бывают двухсторонние, угловые, тавровые, V-образные, Х-образные (ГОСТ 5264 – 80), поэтому могут возникнуть проблемы при расчете площади поперечного сечения. Если шов соединяет две плоские детали без скоса кромок, то нужно ширину умножить на глубину (толщину свариваемого материала). Если имеется скос более 30 градусов, полученный результат умножается на 0,75. Для угловых и тавровых сочленений результат делится на 2.
Всю площадь можно разделить на несколько простых частей, площадь которых рассчитывается просто. Если соединение Х-образное, вычисляется площадь для каждой стороны, потом результаты суммируются. В интернете доступны таблицы для различных видов швов, позволяющие не заниматься трудными расчетами.

Вес присадки, необходимой для работы в определенный период времени, можно узнать, если к полученному результату прибавить 2-6% (естественные потери). Процентное соотношение зависит от множества факторов:
- состава свариваемого материала;
- диаметра проволоки;
- присутствия/отсутствия и вида газа;
- метода сварки;
Таблица наплавленного металла при сварке

- технических характеристик оборудования.
Как определить массу наплавленного металла при сварке, каждое домашнее хозяйство и предприятие решает самостоятельно.
Расчет веса наплавленной присадки при длине шва 1м
Вес наплавляемого металла при сварке метра обычной стали полуавтоматом на горизонтальной поверхности:
M=L*q*T=0,0000065*7700*1=0,050 кг
Если шов на стене:
0,050*1,1=0,055 кг
Если шов на потолке:
0,050*1,2=0,060 кг.
Но получить точный результат при помощи этой формулы или таблицы из интернета нельзя, особенно, если проект большой и важный. Необходимо привлечь специалиста, имеющего лицензированные программы соответствующих ведомств. Помочь могут и организации, занимающиеся проектированием. Похожие программы есть и в интернете, причем скачать их можно совершенно бесплатно.


Программа простая в использовании. После ввода исходных данных в крайнем окошке появляется результат.
|
Шов сварного соединения |
Толщина свариваемого металла (катет шва), мм |
Способ |
сварки |
|
|
У словное обозначение |
Форма поперечного сечения |
ручная электроду- говая |
в углекислом газе |
|
|
Масса, кг, не более |
||||
|
С 21 |
^-N |
12 |
0,742 |
0,473 |
|
ГОСТ 5264-69 |
14 |
0,885 |
0,584 |
|
|
С 25 |
V////XS /х\М |
16 |
1,044 |
0,690 |
|
ГОСТ 14771-69 |
у ////УТ^А\У |
18 |
1,218 |
0,825 |
|
V / //// Ч \1 |
20 |
1,456 |
0,971 |
|
|
^— |
22 |
1,663 |
1,189 |
|
|
24 |
1,886 |
1,374 |
||
|
26 |
2,125 |
1,537 |
||
|
28 |
2,379 |
1,735 |
||
|
30 |
2,750 |
1,944 |
||
|
32 |
3,096 |
2,185 |
||
|
34 |
3,404 |
2,374 |
||
|
36 |
3,727 |
2,697 |
||
|
38 |
4,068 |
2,872 |
||
|
40 |
4,426 |
3,138 |
||
|
42 |
4,797 |
3,393 |
||
|
44 |
5,186 |
3,682 |
||
|
46 |
5,595 |
3,983 |
||
|
48 |
6,012 |
4,285 |
||
|
50 |
6,448 |
4,595 |
||
|
52 |
6,901 |
4,930 |
||
|
54 |
7,369 |
5,276 |
||
|
56 |
7,853 |
5,634 |
||
|
58 |
8,353 |
5,980 |
||
|
60 |
8,870 |
6,360 |
||
|
62 |
9,402 |
6,753 |
||
|
64 |
9,981 |
7,156 |
||
|
66 |
10,515 |
7,548 |
||
|
68 |
11,125 |
7,974 |
||
|
70 |
11,692 |
8,412 |
||
|
72 |
12,332 |
8,861 |
||
|
74 |
12,932 |
9,322 |
||
|
76 |
13,605 |
8,770 |
||
|
78 |
14,235 |
10,254 |
||
|
80 |
14,999 |
10,749 |
||
|
82 |
15,665 |
11,256 |
||
|
84 |
16,343 |
11,750 |
||
|
86 |
17,039 |
12,279 |
||
|
88 |
17,806 |
12,820 |
||
|
90 |
18,532 |
13,372 |
||
|
92 |
19,413 |
13,912 |
||
|
94 |
20,092 |
14,487 |
||
|
96 |
20,928 |
15,073 |
||
|
98 |
21,718 |
15,671 |
||
|
100 |
22,584 |
16,257 |